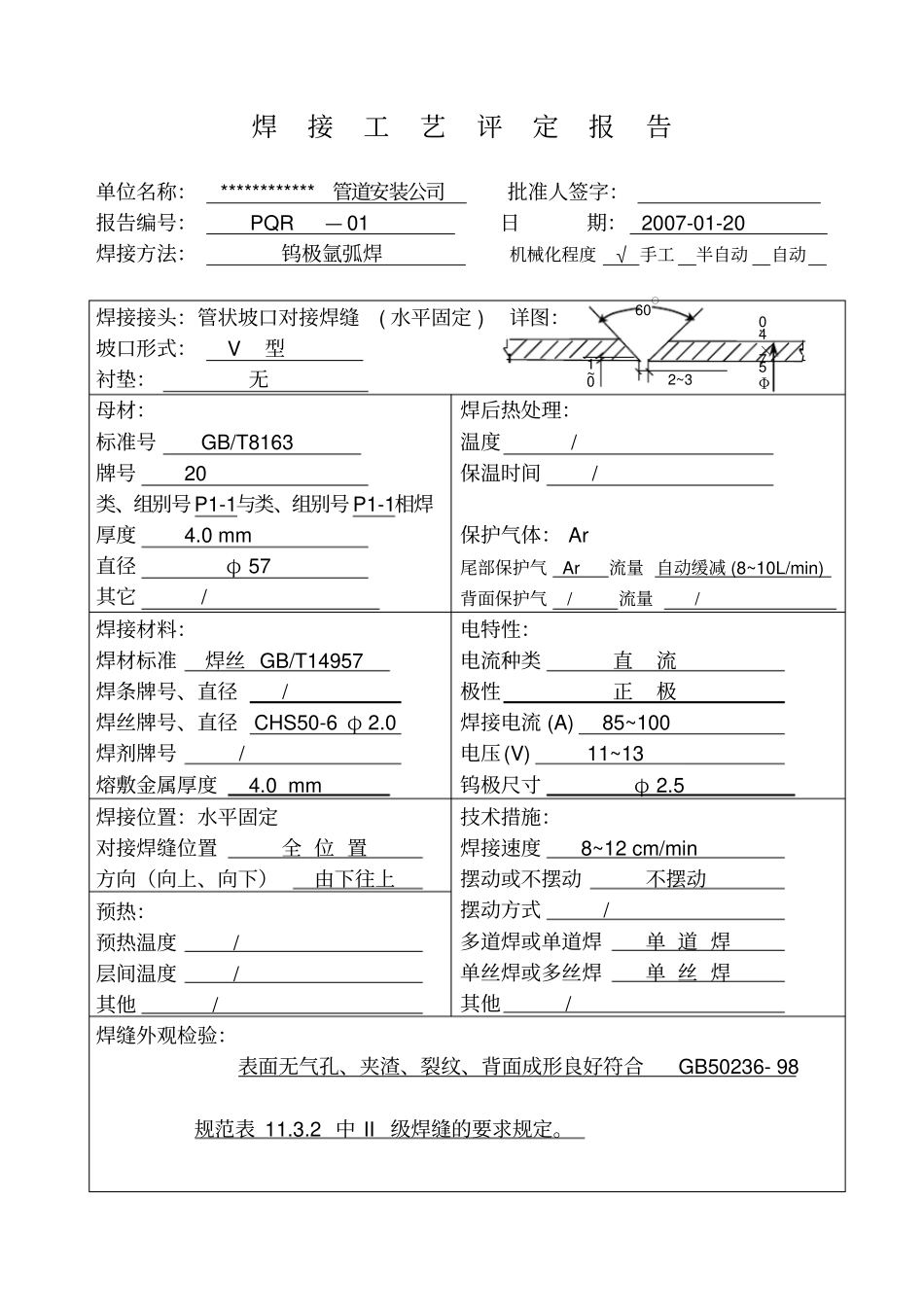
焊接工艺评定报告单位名称:************管道安装公司批准人签字:报告编号: PQR— 01 日期: 2007-01-20 焊接方法:钨极氩弧焊机械化程度√ 手工半自动自动焊接接头:管状坡口对接焊缝( 水平固定 ) 详图:坡口形式: V型衬垫:无母材:标准号GB/T8163 牌号 20 类、组别号P1-1与类、组别号P1-1相焊厚度 4
0 mm 直径φ 57 其它 / 焊后热处理:温度 / 保温时间 / 保护气体: Ar尾部保护气 Ar 流量 自动缓减 (8~10L/min)背面保护气 / 流量 / 焊接材料:焊材标准焊丝 GB/T14957 焊条牌号、直径 / 焊丝牌号、直径 CHS50-6 φ 2
0焊剂牌号 / 熔敷金属厚度 4
0 mm 电特性:电流种类直流极性正极焊接电流 (A) 85~100 电压(V) 11~13 钨极尺寸φ 2
5 焊接位置:水平固定对接焊缝位置全 位 置方向(向上、向下)由下往上技术措施:焊接速度 8~12 cm/min 摆动或不摆动不摆动摆动方式 / 多道焊或单道焊单 道 焊单丝焊或多丝焊单 丝 焊其他 / 预热:预热温度 / 层间温度 / 其他 / 焊缝外观检验:表面无气孔、夹渣、裂纹、背面成形良好符合GB50236- 98规范表 11
2 中 II 级焊缝的要求规定
2~3 0~1Φ57×4
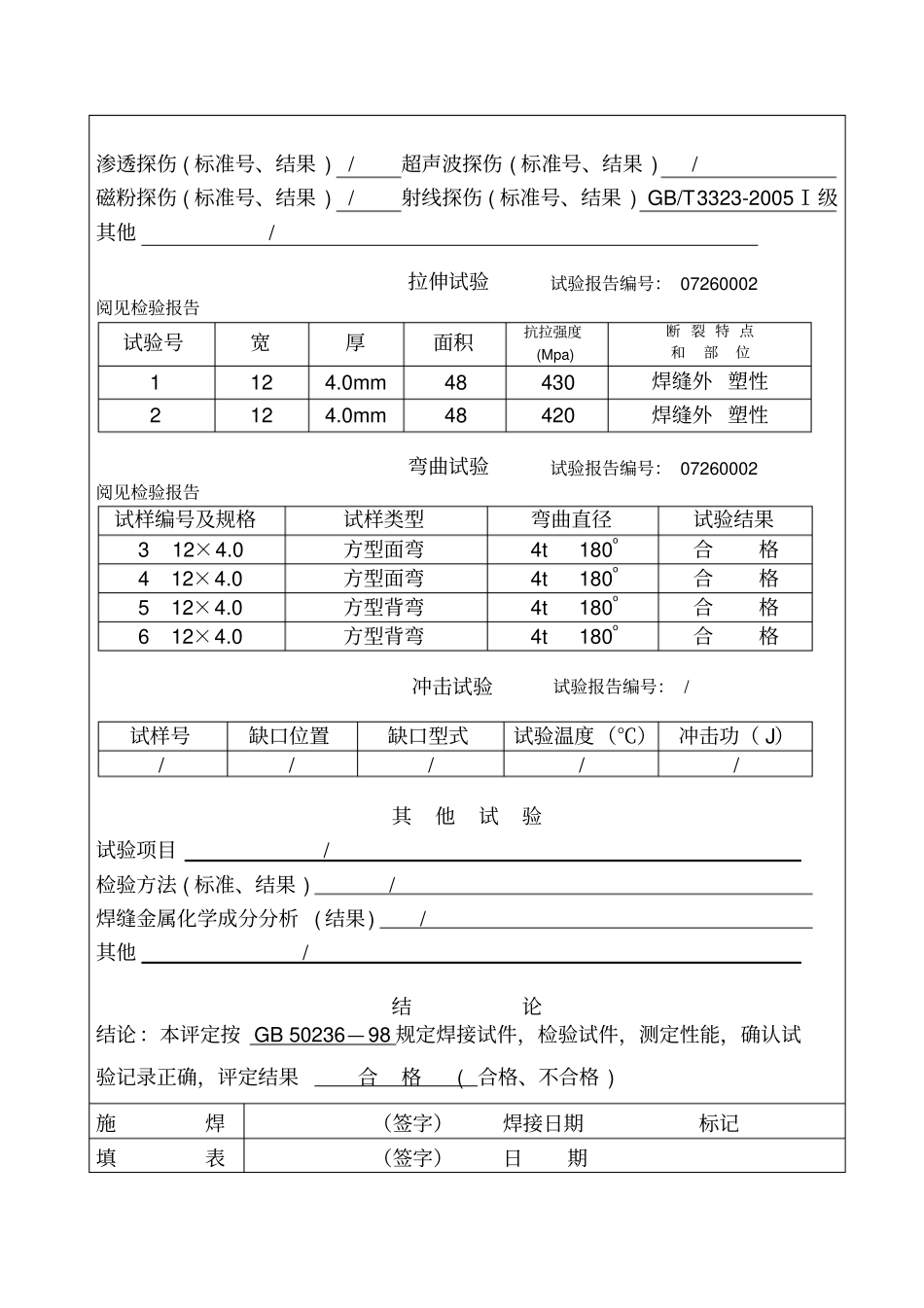
060○渗透探伤 ( 标准号、结果 ) / 超声波探伤 ( 标准号、结果 ) / 磁粉探伤 ( 标准号、结果 ) / 射线探伤 ( 标准号、结果 ) GB/T 3323-2005Ⅰ级其他 / 拉伸试验试验报告编号: 07260002阅见检验报告试验号宽厚面积抗拉强度(Mpa)断 裂 特 点和部位1 12 4
0mm 48 430 焊缝外 塑性2 12 4
0mm 48 420 焊缝外 塑性弯曲试验试验报告编号: 07260002阅见