常用焊接方法的焊接基础知识 焊接方法 一、焊条电弧焊 焊接电源的种类和极性 进行焊条电弧焊时,采用的电源有交流和直流两大类,根据焊条的性质进行选择, 焊接电源的选择 通常酸性焊条可采用交流、直流两种电源,一般优先选用交流电源,碱性焊条由于电弧稳定性差,所以必须使用直流电源,但对药皮中含有较多稳弧剂的碱性焊条(如低氢钾型),也可使用交流电源,此时电源的空载电压应较高些
极性的选择 碱性焊条采用反接,碱性焊条采用正接时,电弧燃烧不稳定,飞溅严重,采用反接时,燃烧稳定,飞溅少, 酸性焊条,如果使用直流电源时,通常采用正接,因为阳极部分的温度高于阴极部分,所以用正接可以得到较大的熔深,焊接厚板时,可采用正接,而焊接薄板、铸铁、有色金属时,应采用反接
焊条直径 焊条直径的大小取决于被焊材料的厚度,所处的焊接位置及焊接接头的形式和焊道层次等因素,打底焊要选用较细的焊条,最好选用直径不超过3
2mm 的焊条焊接,T 型接头应比对接接头使用的焊条粗些, 焊条选用原则碳钢和某些低合金钢焊条选用,一般是按焊缝与母材等强度的原则选用,但应注意以下问题: 1)一般钢材按屈服点来确定等级(如Q235),而碳钢焊条是按熔敷金属抗拉强度的最低值来定强度等级的,因此不能混淆,应按母材的抗拉强度等级相同的焊条; 2)对于强度级别较低的钢材,基本是按等强度原则,但对于焊接结构刚性大、受力情况复杂的工件,选用焊条时,应考虑焊缝塑性,可选用比母材低一级别抗拉强度的焊条
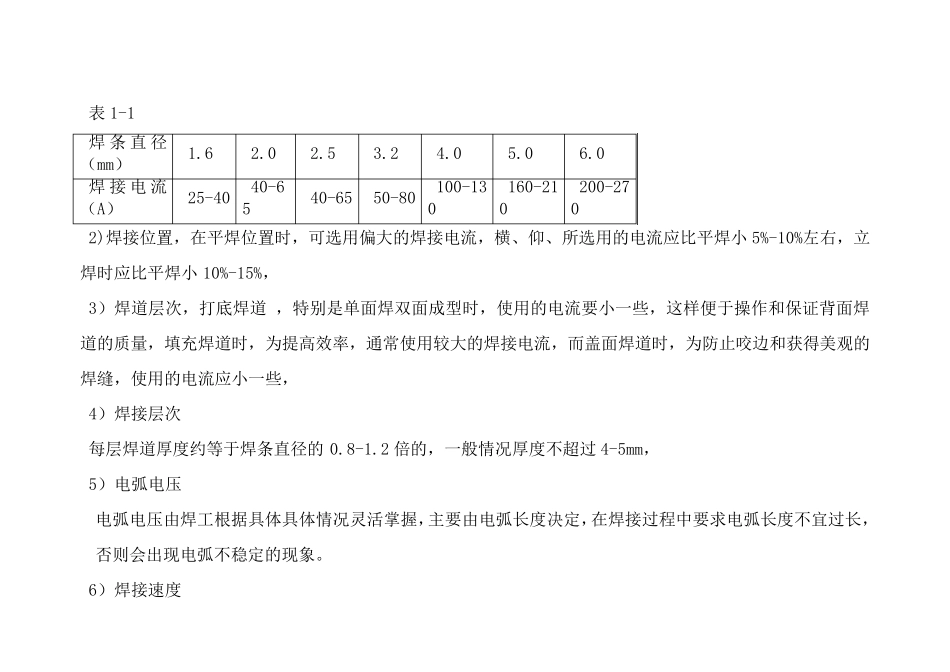
不同类钢种的焊接,一般应选用介于两者之间或选用强度等级较高的钢材一侧所需用的焊条,如Q235 与16Mn 焊接,宜选用E50 级的焊条 焊接电流 焊接电流时焊接电弧焊中最重要的工艺参数,也是焊工在操作过程中唯一需要调节的参数,选择焊接电流时,主要由焊条直径、焊接位置和焊接层次来决定, 焊条直径越粗,焊接电流越大,每种焊条都有一个的电流范围见表