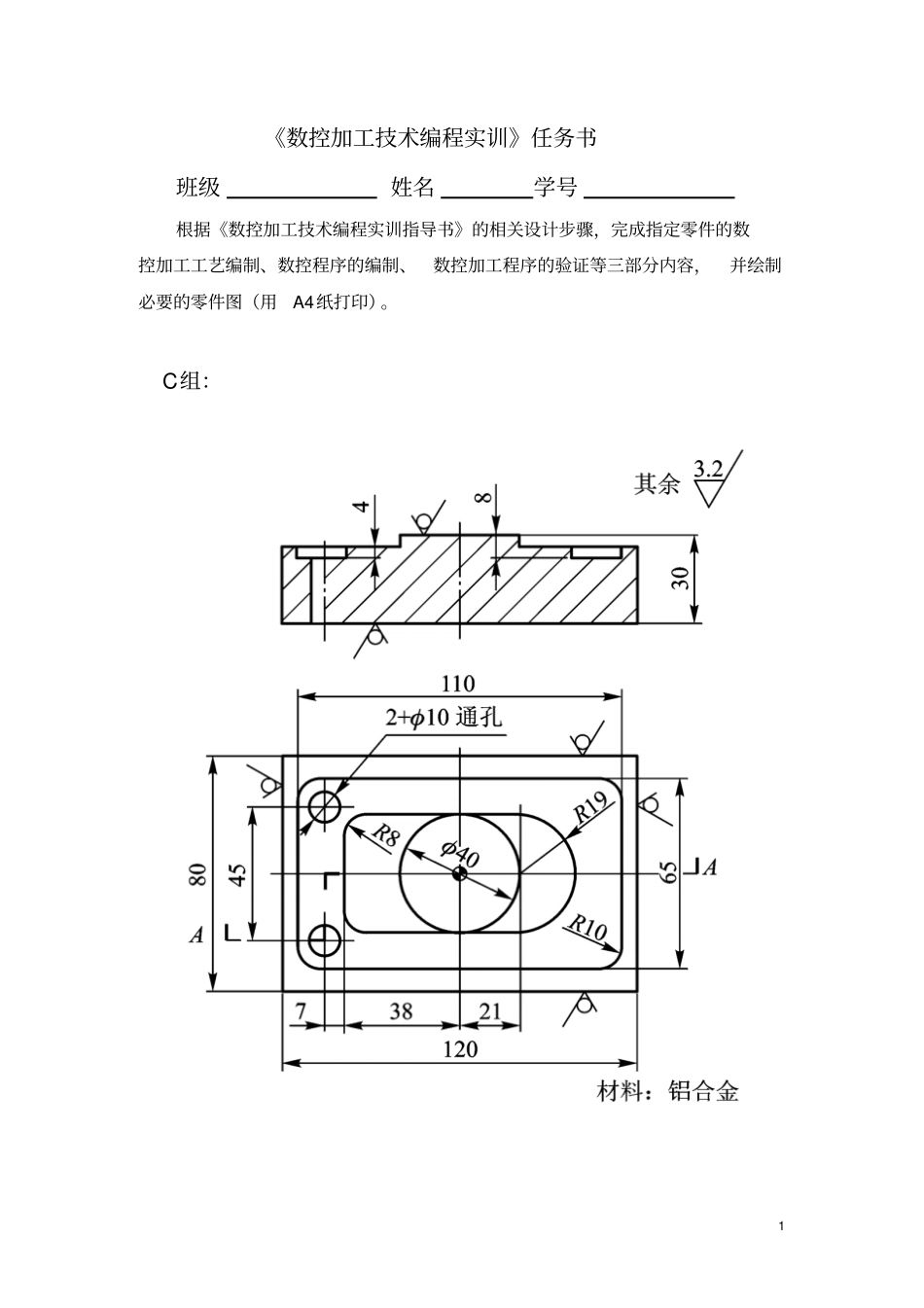
1 《数控加工技术编程实训》任务书班级姓名学号根据《数控加工技术编程实训指导书》的相关设计步骤,完成指定零件的数控加工工艺编制、数控程序的编制、数控加工程序的验证等三部分内容,并绘制必要的零件图(用A4纸打印)
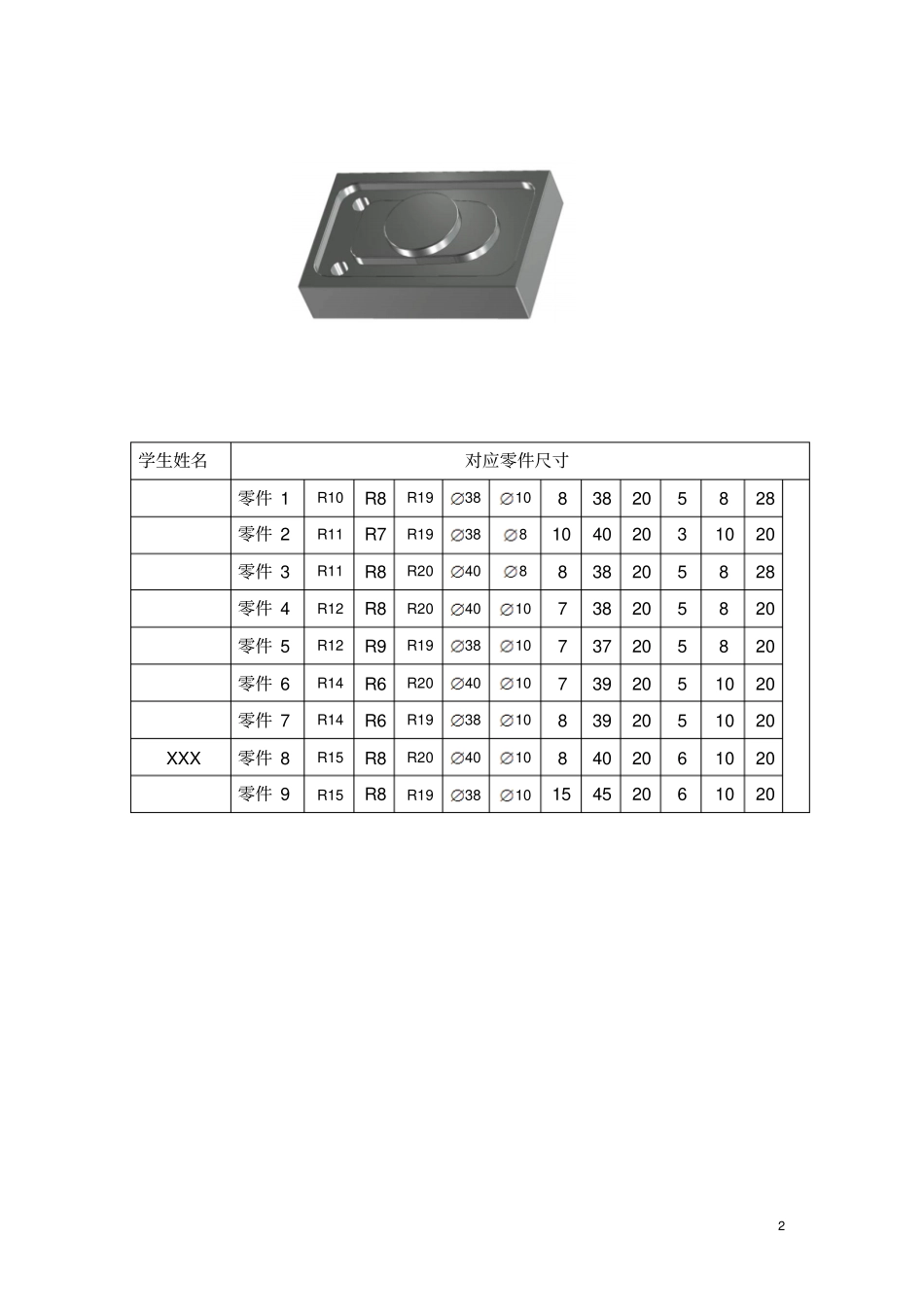
C组:2 学生姓名对应零件尺寸零件 1 R10 R8 R1938108 38 20 5 8 28 零件 2 R11R7 R1938810 40 20 3 10 20 零件 3 R11R8 R204088 38 20 5 8 28 零件 4 R12R8 R2040107 38 20 5 8 20 零件 5 R12R9 R1938107 37 20 5 8 20 零件 6 R14R6 R2040107 39 20 5 10 20 零件 7 R14R6 R1938108 39 20 5 10 20 XXX 零件 8 R15 R8 R2040108 40 20 6 10 20 零件 9 R15 R8 R19381015 45 20 6 10 20 3 数控加工技术编程实训课题名称:数控铣加工工艺设计及其数控编程专业:班级:姓名:指 导 老 师:4 数控铣加工工艺设计及其数控编程一、课题任务:根据如下零件图,设计其数控加工工艺、编制数控加工程序,并在仿真软件上完成该零件的加工,写出必要的仿真加工步骤
·日期签字零件编号C04 制图2014
17 XXX 审核练习项目数控编程与加工技术实训标准培训单位比例1 材料:铝合金衢州学院数量1 重量学号 40 图号 C045 二、零件加工工艺分析:(1)零件几何特点该零件由平面、轮廓、孔组成,其几何形状为平面二维图形,零件的外轮廓为长方形,型腔尺寸精度按图所示加工未注明按0
01 加工,表面粗糙度未注明,需采用粗、精加工
注意位置度要求
(2)加工工序毛坯为 120×80×20 板材,工件材料为铝合金,外形已加工,根据零件图样要求其