精选ppt课件1PCI-120PCI-120端子:端子:SE194SE194模具設計维修規范模具設計维修規范精选ppt课件2
壹PCI-120端子结构特点注意:1
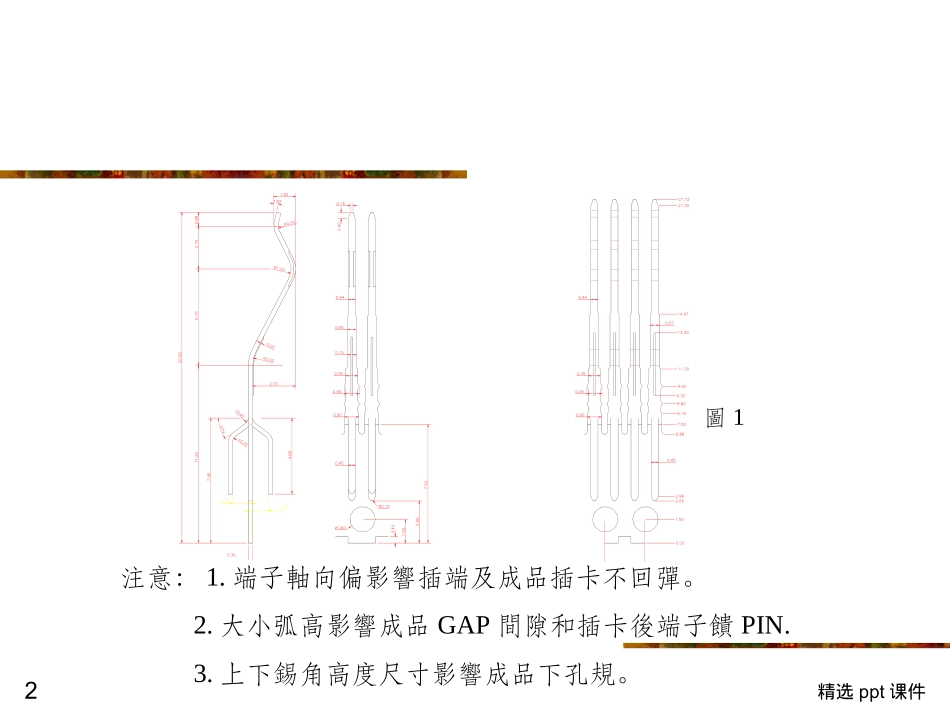
端子軸向偏影響插端及成品插卡不回彈
大小弧高影響成品GAP間隙和插卡後端子饋PIN
上下錫角高度尺寸影響成品下孔規
圖1精选ppt课件3
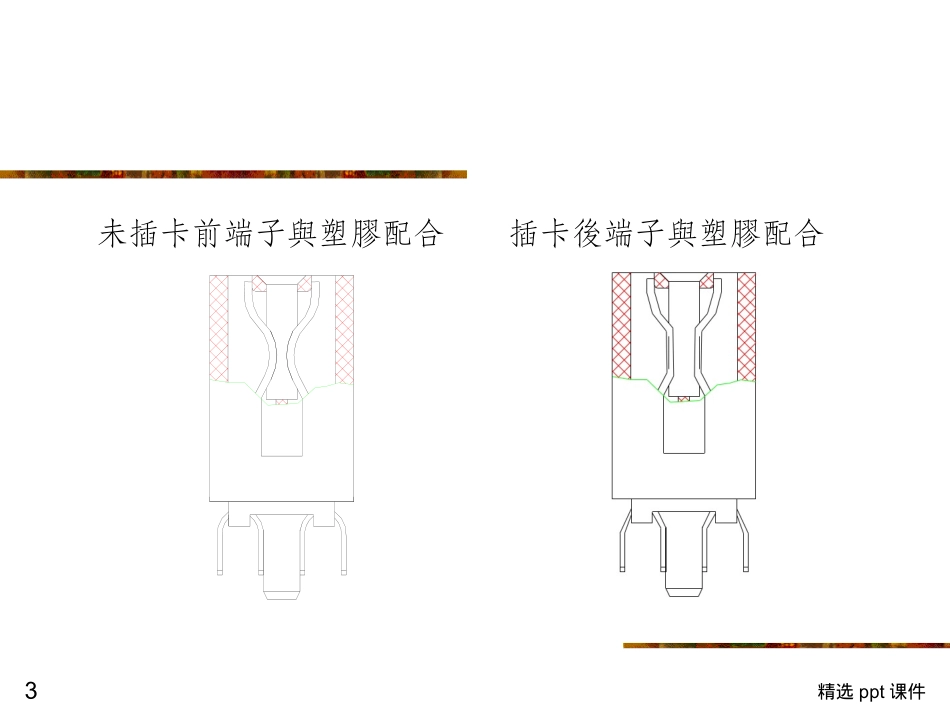
壹PCI-120端子结构特点未插卡前端子與塑膠配合插卡後端子與塑膠配合精选ppt课件4
壹PCI-120端子结构特点端子與塑膠配合主視圖精选ppt课件5
壹PCI-120端子结构特点端子軸向偏導致端子與塑膠配合產生幹涉,影響插端及成品插卡不回彈
正常端子與塑膠配合有軸向偏的端子與塑膠配合陰影部分為塑膠剖視圖精选ppt课件6二
PCI-120端子模具结构特点Q圖2精选ppt课件7三
模具常见问题点:1
端子成型之后产生軸向偏(大弧高,小弧高处)2
TALL产生铜丝3
两带BALLOW高度尺寸不均4
TALL刀口压屑-5
对于旧模(SE194A—SE194I,SE194N10—SE194N12)高低PIN不稳定6
外形冲子易断裂7
分料冲子易崩8
就模具整体而言,稳定性极差9
模具被备品费用高10
每次保养模具维修时间长,拆板时间用的较常精选ppt课件8四
原因分析及改善对策:1
端子成型之后产生軸向偏(大弧高,小弧高处)原因:A下料处压料不死;B下料及切破后材料产生翻转;对策:A外形压料留压筋0
03mm进行强压(附图4)B在下料后及分料前增加强压0
02mm用以整平(附图5)精选ppt课件9四
原因分析及改善对策:改善前改善后`附图4A:外形留压筋改善部位精选ppt课件10四
原因分析及改善对策:附图5精选ppt课件11四
原因分析及改善对策:2
TALL切破剪切产生铜丝:原因:A间隙太小致使剪切NG,导致TALL产生铜丝,下面是剪切的分析图