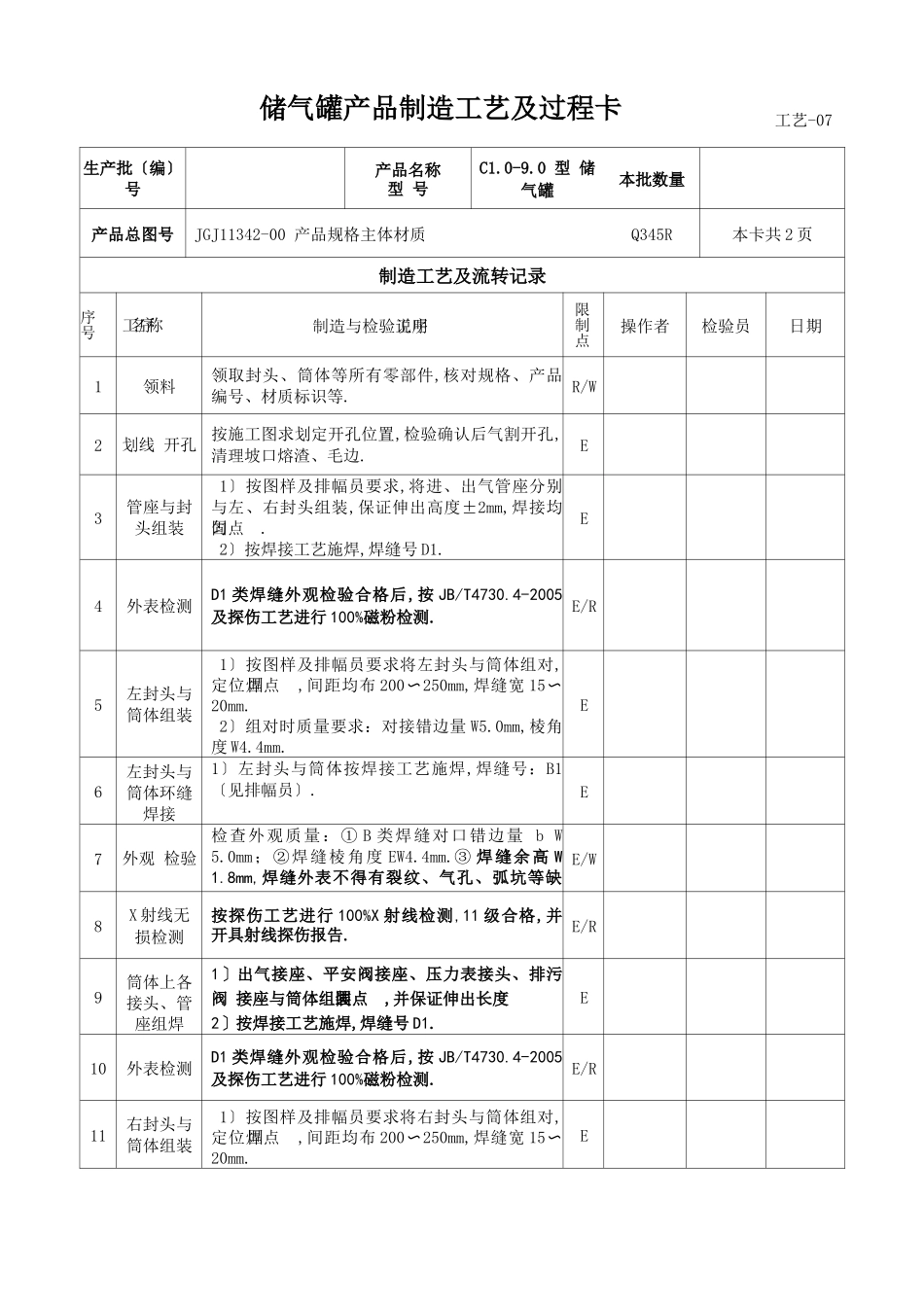
生产批〔编〕 号产品名称型 号C1
0 型 储气罐本批数量产品总图号JGJ11342-00 产品规格主体材质Q345R本卡共 2 页制造工艺及流转记录序号工序 名称制造与检验工序说明限制点操作者检验员日期1领料领取封头、筒体等所有零部件,核对规格、产品 编号、材质标识等
R/W2划线 开孔按施工图求划定开孔位置,检验确认后气割开孔, 清理坡口熔渣、毛边
E3管座与封 头组装1〕按图样及排幅员要求,将进、出气管座分别 与左、右封头组装,保证伸出高度±2mm,焊接均 匀点固
2〕按焊接工艺施焊,焊缝号 D1
E4外表检测D1 类焊缝外观检验合格后,按 JB/T4730
4-2005 及探伤工艺进行 100%磁粉检测
E/R5左封头与 筒体组装1〕按图样及排幅员要求将左封头与筒体组对, 定位焊点固,间距均布 200〜250mm,焊缝宽 15〜 20mm
2〕组对时质量要求:对接错边量 W5
0mm,棱角 度 W4
E6左封头与 筒体环缝 焊接1〕左封头与筒体按焊接工艺施焊,焊缝号:B1 〔见排幅员〕
E7外观 检验检查外观质量:① B 类焊缝对口错边量 b W 5
0mm;②焊缝棱角度 EW4
③ 焊缝余高 W 1
8mm,焊缝外表不得有裂纹、气孔、弧坑等缺陷
E/W8X 射线无 损检测按探伤工艺进行 100%X 射线检测,11 级合格,并 开具射线探伤报告
E/R9筒体上各 接头、管 座组焊1〕出气接座、平安阀接座、压力表接头、排污阀 接座与筒体组装点固,并保证伸出长度2〕按焊接工艺施焊,焊缝号 D1
E10外表检测D1 类焊缝外观检验合格后,按 JB/T4730
4-2005 及探伤工艺进行 100%磁粉检测
E/R11右封头与 筒体组装1〕按图样及排幅员要求将右封头与筒体组对, 定位焊点固,间距均布 200〜250mm,焊缝宽 15〜 20mm