下载后可任意编辑工业管道(12Cr1MoV)焊接及热处理施 工 方 案一、概况根据我公司以往在安装工程中的经验,结合本工程的高温高压蒸汽管道,编此焊接及热处理施工方案
本工程中的蒸汽管道材质为(12Cr1MoV)珠光体耐热钢,钢中含有不同的合金元素,碳与合金元素共同作用的结果导致焊接过程中形成淬硬组织,使焊缝的塑性、韧性降低,所以焊接性能较差
当焊件刚性及接头应力较大时易产生再热裂纹,所以必须建立法律规范的焊接工艺
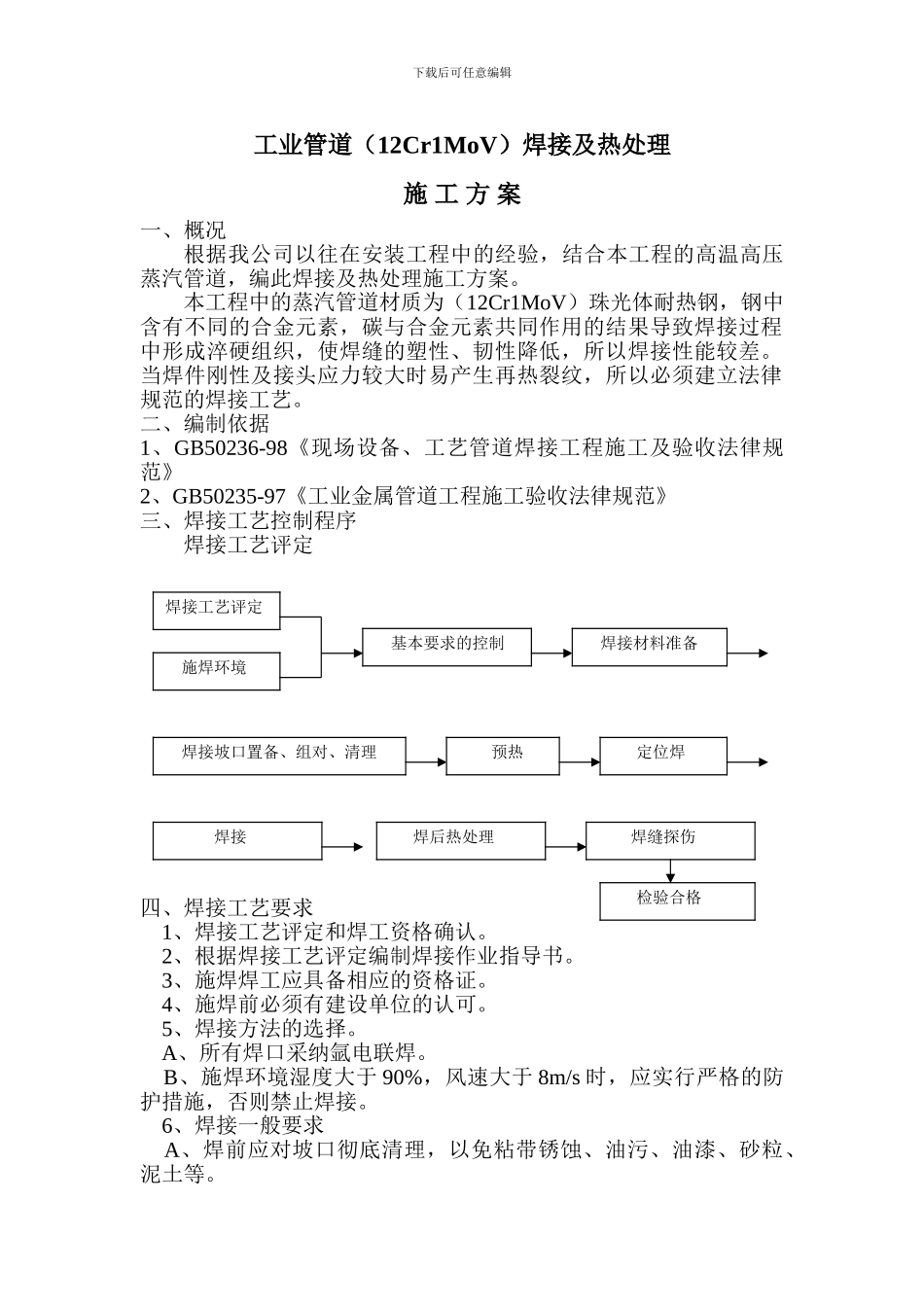
二、编制依据1、GB50236-98《现场设备、工艺管道焊接工程施工及验收法律规范》2、GB50235-97《工业金属管道工程施工验收法律规范》三、焊接工艺控制程序焊接工艺评定 四、焊接工艺要求1、焊接工艺评定和焊工资格确认
2、根据焊接工艺评定编制焊接作业指导书
3、施焊焊工应具备相应的资格证
4、施焊前必须有建设单位的认可
5、焊接方法的选择
A、所有焊口采纳氩电联焊
B、施焊环境湿度大于 90%,风速大于 8m/s 时,应实行严格的防护措施,否则禁止焊接
6、焊接一般要求 A、焊前应对坡口彻底清理,以免粘带锈蚀、油污、油漆、砂粒、泥土等
焊接工艺评定施焊环境基本要求的控制焊接材料准备焊接坡口置备、组对、清理预热定位焊焊接焊后热处理焊缝探伤检验合格下载后可任意编辑 B、焊接时避开在母材上引弧,凡有引弧处应磨平后作着色检查,消除缺陷
C、点固焊由合格焊工完成,所使用的焊材和焊接工艺与正式焊缝相同
D、有阀门时应开启阀门后进行
E、焊毕后应打上焊工钢号,并在单线图上作好标注
F、保护气体的纯度应在 99
7、焊接技术要求 A、焊接材料 A-1、焊条使用前应按说明书烘烤,并在使用的过程中保持干燥,焊条药皮应无脱落和明显裂纹
A-2、所使用的焊丝、焊条都必须有合格证
B、焊接坡口 B-1、坡口形式和尺寸应符合设计文件的规定,无规定时应符合