1 第4 章 焊接工艺 焊接工艺是根据产品的生产性质、图样和技术要求,结合现有条件,运用现代焊接技术知识和先进生产经验,确定出的产品加工方法和程序,是焊接过程中的一整套技术规定
包括焊前准备、焊接材料、焊接设备、焊接操作的最佳选择以及焊后处理等
制定焊接工艺是焊接生产的关键环节,其合理与否直接影响产品制造质量、劳动生产率和制造成本,而且是管理生产、设计焊接工装和焊接车间的主要依据
焊接是整个过程中的核心工序,焊前准备和焊后处理的各个工序都是围绕着获得符合焊接质量要求的产品而做的工作
质量检验贯穿于整个生产过程,以控制和保证焊接生产的质量
每个工序的具体内容,由产品的结构特点、复杂程度、技术要求和生产量的大小因素等决定
1 拼装工艺 1
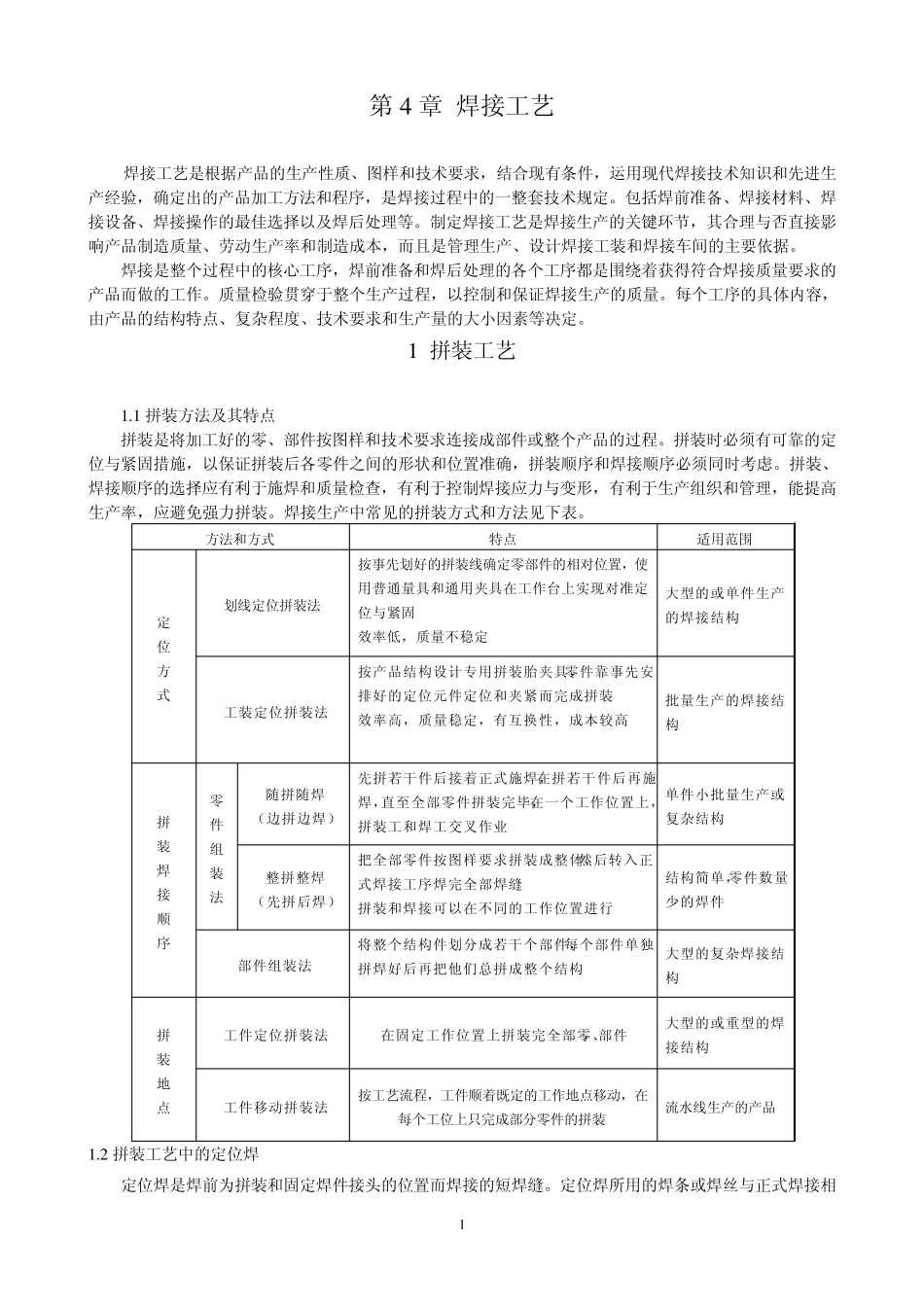
1 拼装方法及其特点 拼装是将加工好的零、部件按图样和技术要求连接成部件或整个产品的过程
拼装时必须有可靠的定位与紧固措施,以保证拼装后各零件之间的形状和位置准确,拼装顺序和焊接顺序必须同时考虑
拼装、焊接顺序的选择应有利于施焊和质量检查,有利于控制焊接应力与变形,有利于生产组织和管理,能提高生产率,应避免强力拼装
焊接生产中常见的拼装方式和方法见下表
方法和方式 特点 适用范围 定 位 方 式 划线定位拼装法 按事先划好的拼装线确定零部件的相对位置,使用普通量具和通用夹具在工作台上实现对准定位与紧固 效率低,质量不稳定 大型的或单件生产的焊接结构 工装定位拼装法 按产品结构设计专用拼装胎夹具,零件靠事先安排好的定位元件定位和夹紧而完成拼装 效率高,质量稳定,有互换性,成本较高 批量生产的焊接结构 拼 装 焊 接 顺 序 零件组装法 随拼随焊 (边拼边焊) 先拼若干件后接着正式施焊,在拼若干件后再施焊,直至全部零件拼装完毕,在一个工作位置上,拼装工和焊工交叉作业 单件小批量生产或复杂结构 整拼整焊 (先拼后焊) 把全部零件按图样要求拼