第1章 缸体的机械加工工艺规程设计 1
1零件的分析 设 计 的 具 体 要 求 包 括 : 1
零 件 图 1 张 2
机 械 加 工 工 艺 过 程 卡 1 份 3
机 械 加 工 工 序 卡 4-5 张 4
专 用 夹 具 装 配 图 1 张 5
课 程 设 计 说 明 书 1 份 1
1 零件的作用 题 目 所 给 定 的 零 件 是 杠 杆
它 的 主 要 的 作 用 是 用 来 支 承 、固要 求 零 件 的 配 合符合要 求
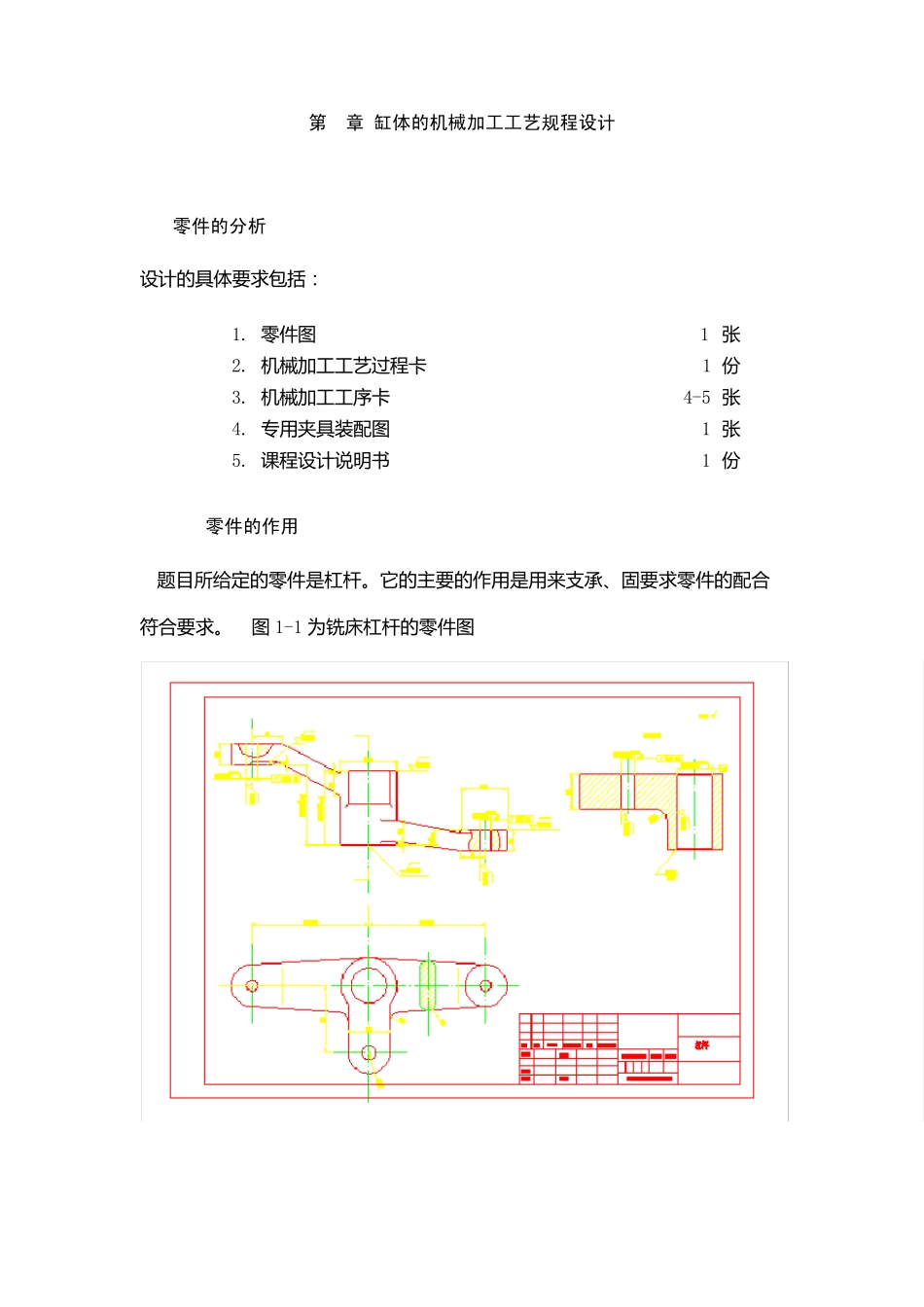
图 1-1 为铣床杠 杆 的 零 件 图 图 1-1 杠 杆 的 零 件 图 1
2 零件的工艺分析 杠 杆 的 Φ25(H9)孔 的 轴 线 和 两 个 端 面 垂 直 度 的 要 求 ,2×Φ8(H7)孔 的 轴 线 与 Φ25H9 孔 的 轴 线 有 平 行 度 要 求
现 分 述 如 下 : 本 夹 具 用 于 在 立 式 钻 床 上 , 加 工 Φ8(H7)孔
工 件 以 Φ25(H9) 孔 及 端 面 和水 平 面 底 、Φ30 的 凸台分 别在 定位销、活动 V 形块上 实现 完全定位
钻 Φ8(H7)mm 孔 时工 件 为悬臂, 为防止工 件 加 工 时变形, 采用 了螺旋辅助支承, 当辅助支承 7 与 工 件 接触后, 用 螺母 2 锁紧
要 加 工 的 主要 工 序包括:粗精铣宽度 为Φ40mm 的 上 下 平 台、粗精铣Φ30 凸台的 上 下 表面 、钻 Ф25(H9)的 小孔 、钻 2×Ф8(H7)的 小孔 、钻 Φ10(H7)孔
加 工 要 求 有 :Φ40mm 的 平 台的 表面 粗糙度 各为Ra6
3um(上 平 台)、Ra3
2(下 平 台)
Φ25(H9)、Φ8(H7)和 Φ10(H7)孔表面 粗糙度 都为 Ra1
2×Φ8(H7)孔 有 平 行 度 分