线切割基本操作 1
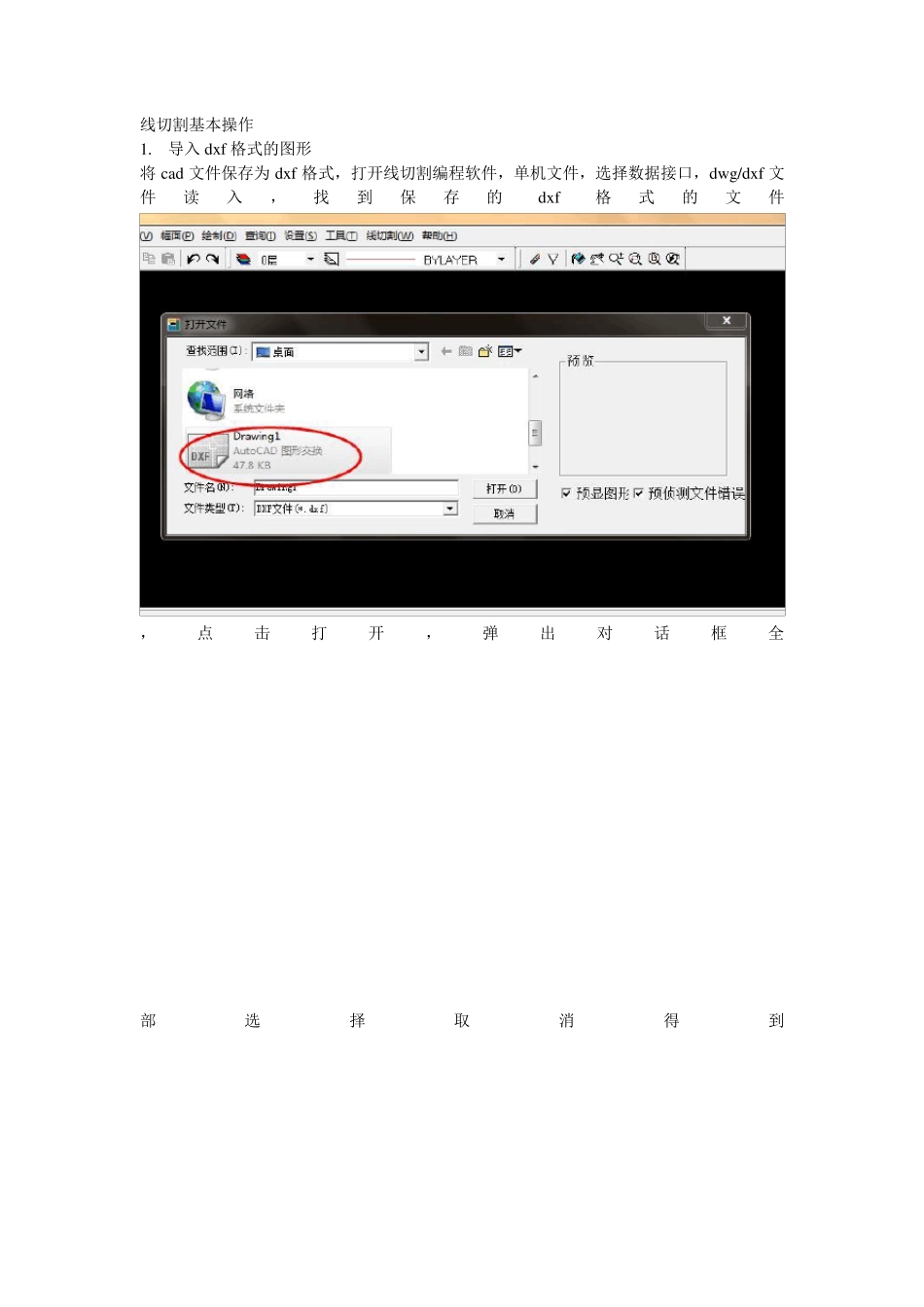
导入dxf 格式的图形 将cad 文件保存为 dxf 格式,打开线切割编程软件,单机文件,选择数据接口,dwg/dxf 文件读入,找到保存的dxf格式的文件,点击打开,弹出对话框全部选择取消得到 2
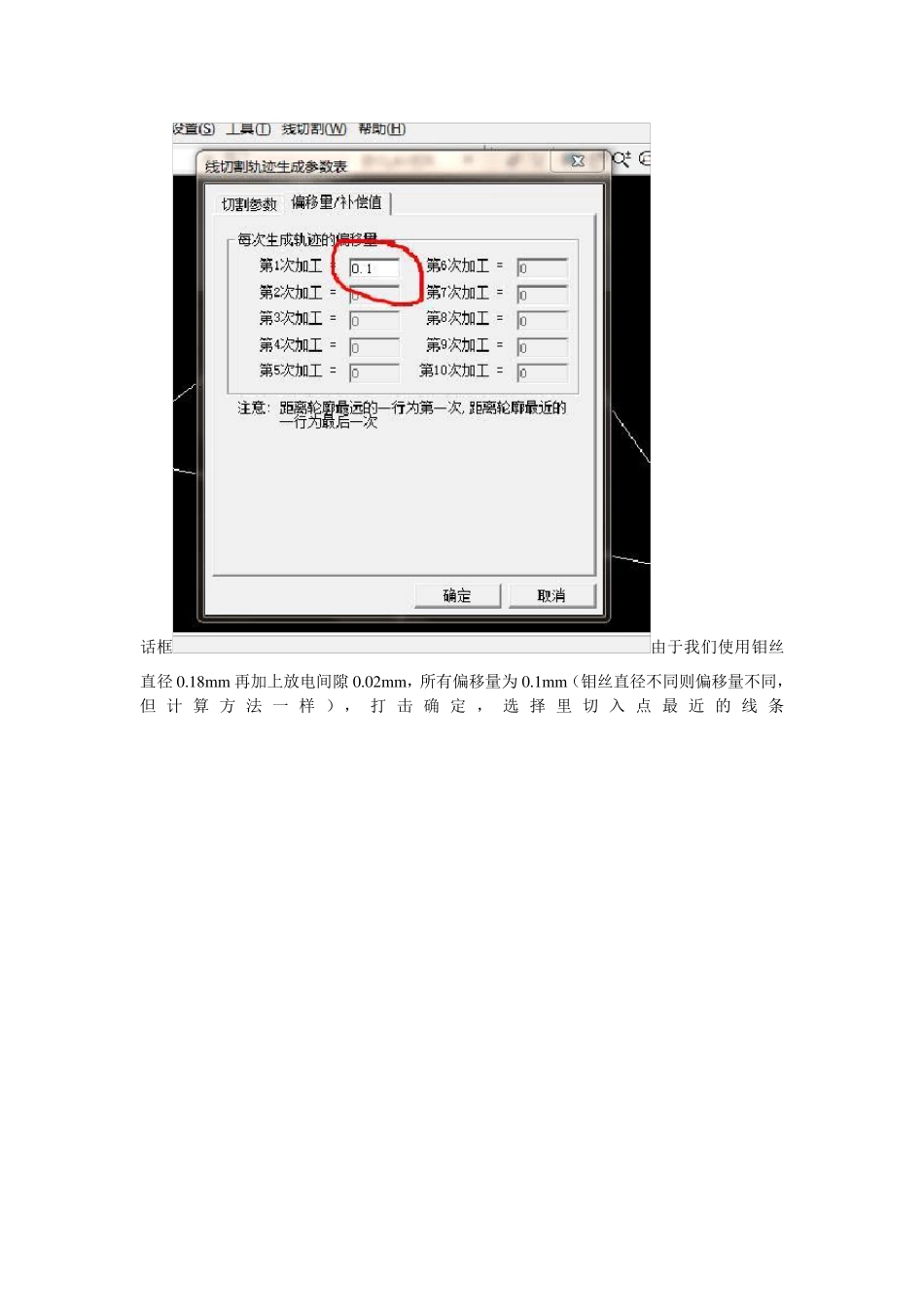
编辑程序 打击线切割(W),选择轨迹生成(G )得到对话框单机偏移量/补偿值得到对话框由于我们使用钼丝直径0
18m m 再加上放电间隙0
02m m ,所有偏移量为0
1m m(钼丝直径不同则偏移量不同,但计算方法一 样 ),打 击 确 定 ,选 择 里 切 入 点 最 近 的 线 条单机选中出现两个绿色箭头,其代表加工方向,如果想向左边开始加工则在左边单机(反之亦然),又出现两个绿色的箭头,其代表偏移的方向,想向外便宜就在外侧点击即可(反之亦然),选择穿丝 点位 置 ,图 纸 中 已 经 预 先 设 定 好 的点,选中 单 击即可, 输入退出点的位置,如果切入点和退出点相同则点击回车键即可,如果不同,则选中单击即可生成程序路径,绿色线条为路径如图(放大图) 生成路径后,单击线切割,选择生成3B 代码弹出对话框,输入文件名(3B 代码的文件名称),然后保存到你指定的位置,之后选择绿色的路劲,并单击回车键,生成3B代码,如图 选择关闭记事本,这样就完成了线切割的编程了
输入程序 单击线切割选择代码传输,之后再选择应答传输,然后就不要动电脑了,再到单板机上进行操作,一次点击:待命、上当、1、通讯(B),完成这些操作之后,再回到计算机上双击回车键,程序就自动开始传输了(如果出现错误,或卡住不动,不要急,也不要动它,让它在错误的状态下,等上3 到5 分钟后点击待命键退出程序传输,之后重复上面的操作,重新开始代码传输)
开始加工 固定工件,对刀,找到切入点(和程序中的切入点一致),点击单板机上的进给开关固定 xy轴,然后开启水泵、滚丝桶,开启高频