沈阳理工大学课程设计专 用 纸 1 № 沈阳理工大学 1 序言 作为一种高效率的专用机床,组合机床在大批、大量机械加工生产中应用广泛
本次课程设计将以组合机床动力滑台液压系统设计为例,介绍该组合机床液压系统的设计方法和设计步骤,其中包括组合机床动力滑台液压系统的工况分析、主要参数确定、液压系统原理图的拟定、液压元件的选择以及系统性能验算等
组合机床是以通用部件为基础,配以按工件特定外形和加工工艺设计的专用部件和夹具而组成的半自动或自动专用机床
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍
组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线
组合机床通常采用多轴、多刀、多面、多工位同时加工的方式,能完成钻、扩、铰、镗孔、攻丝、车、铣、磨削及其他精加工工序,生产效率比通用机床高几倍至几十倍
液压系统由于具有结构简单、动作灵活、操作方便、调速范围大、可无级连读调节等优点,在组合机床中得到了广泛应用
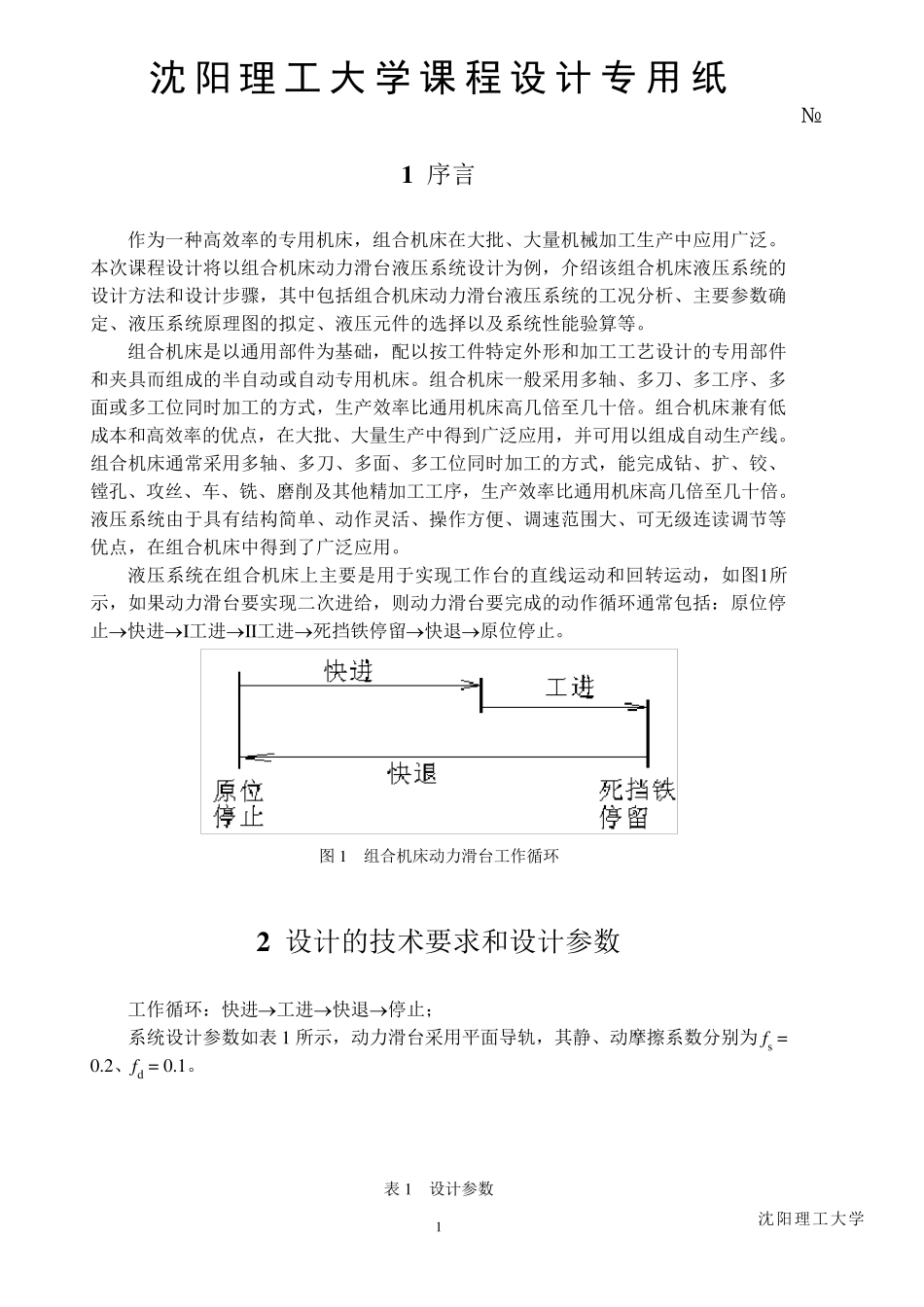
液压系统在组合机床上主要是用于实现工作台的直线运动和回转运动,如图1所示,如果动力滑台要实现二次进给,则动力滑台要完成的动作循环通常包括:原位停止快进I工进II工进死挡铁停留快退原位停止
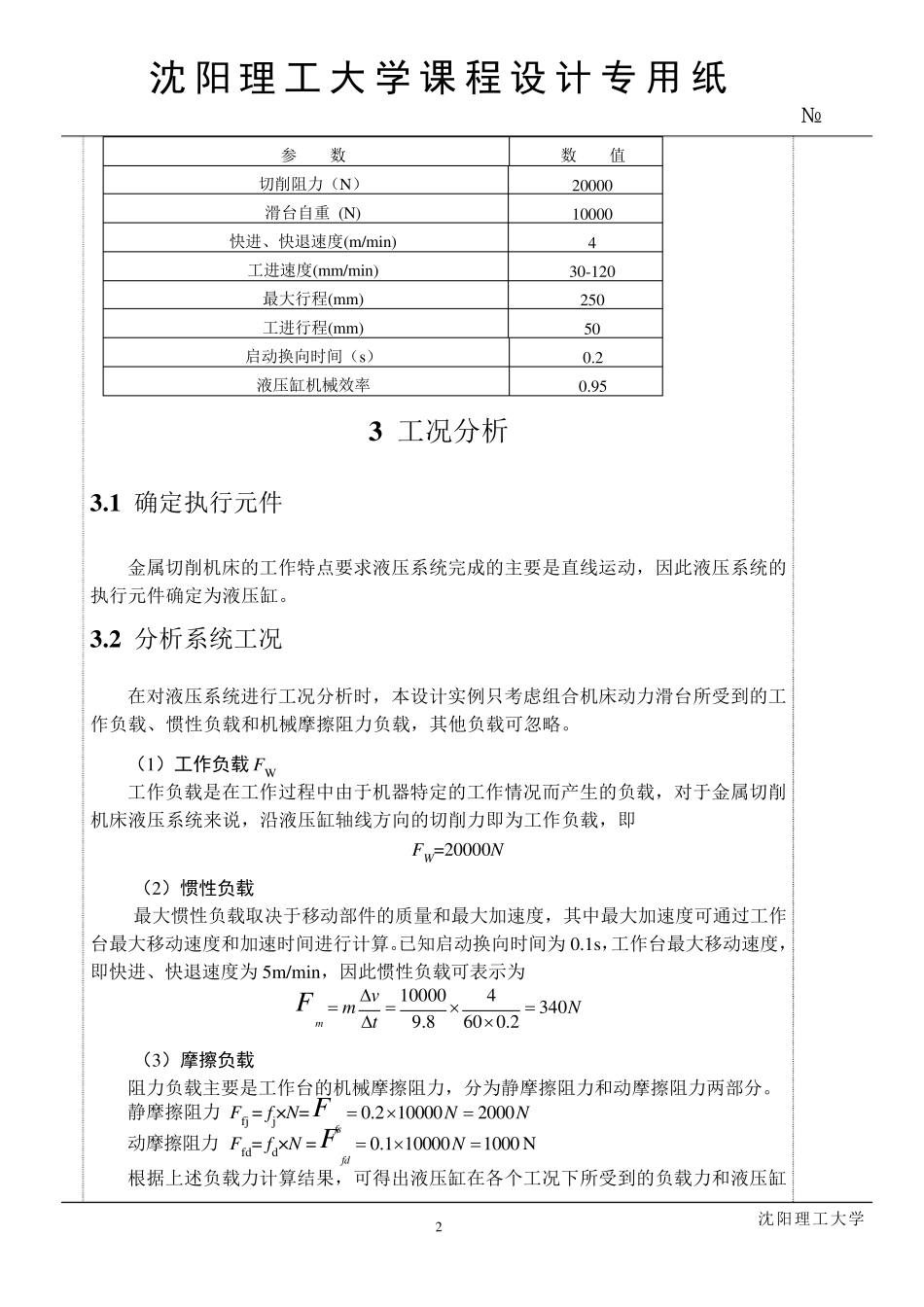
图 1 组合机床动力滑台工作循环 2 设计的技术要求和设计参数 工作循环:快进工进快退停止; 系统设计参数如表 1 所示,动力滑台采用平面导轨,其静、动摩擦系数分别为 fs = 0
2、fd = 0
表 1 设计参数 沈阳理工大学课程设计专 用 纸 2 № 沈阳理工大学 参 数 数 值 切削阻力(N) 20000 滑台自重 (N) 10000 快进、快退速度(m/min) 4 工进速度(mm/min) 30-120 最大行程(mm) 250 工进行程(mm) 50 启动换向时间(s)