模块二CO2气体保护焊学习目标1
了解CO2气体的相关知识
掌握焊丝的相关知识
掌握CO2气体保护焊的持焊枪姿势
掌握V形坡口板对接平焊单面焊双面成形的操作技术
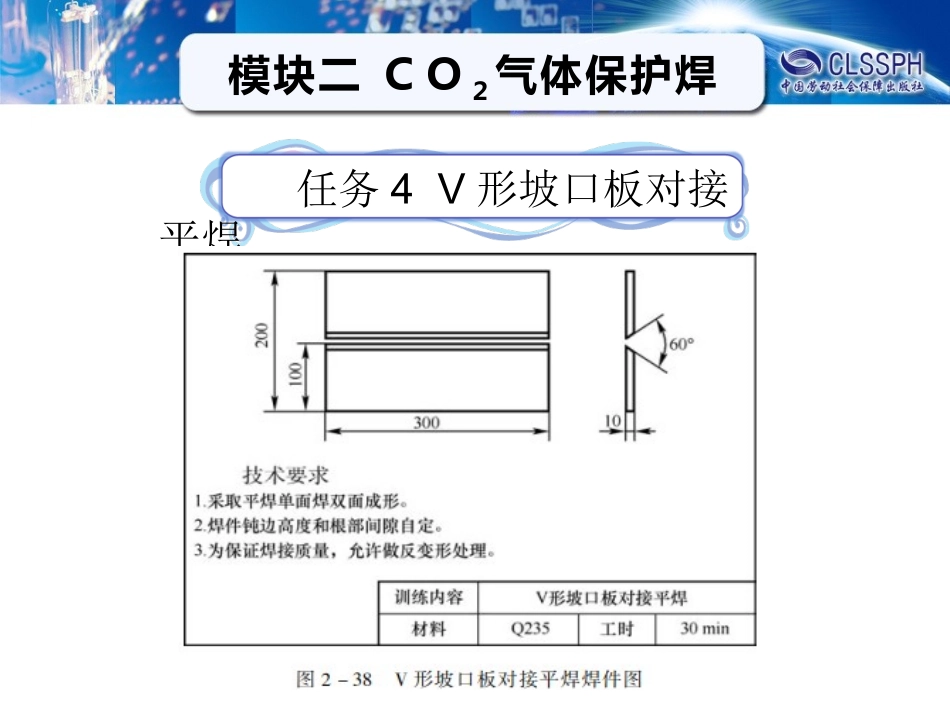
工作任务板对接平焊在钢结构生产中是最常见的一种焊接位置,在造船、桥梁制造、建筑等生产制造行业中,板对接平焊的操作技术应用极为广泛本任务要求完成如图2-38所示的V形坡口板对接平焊训练
任务4V形坡口板对接平焊模块二CO2气体保护焊任务4V形坡口板对接平焊模块二CO2气体保护焊相关知识一、CO2气体CO2气体气体常以液态装入气瓶中,气瓶外表涂铝白色,并标有黑色“二氧化碳”字样,如图2-39所示
液态CO2在常温下容易汽化
溶于液态CO2中的水分易蒸发成水汽混入CO2气体中,影响CO2气体的纯度
随着使用时间增长,瓶内压力降低,水汽增多
当压力降低到0
98MPa时,CO2气体中含水量增加,不能继续使用
焊接用CO2气体的纯度应大于99
含水量不超过0
任务4V形坡口板对接平焊模块二CO2气体保护焊二、焊丝1
焊丝的分类CO2焊丝有实心焊丝和药芯焊丝两种
药芯焊丝的截面有许多种,可分为O形截面和复杂截面
复杂截面焊丝的截面又可分为梅花形、T形、E形和双层药芯焊丝等
一般情况下,细焊丝多制成O形截面,粗焊丝多采用复杂截面,如图2-40所示
任务4V形坡口板对接平焊模块二CO2气体保护焊2
焊丝型号及含义根据《气体保护电弧焊用非合金钢、低合金钢焊丝》(GB/T8110—2008)的规定,焊丝型号由三部分组成
CO2气体保护焊常用非合金钢、低合金钢焊丝的型号及含义见表2-14
目前常用的CO2气体保护焊丝有ER491、ER506等
ER491对应的牌号为H08MnSi,ER506对应的牌号为H11Mn2SiA
对于低非合金钢及低合金高强度钢常用焊丝H08Mn2SiA、H10MnSiMo,它有较好的工