下载后可任意编辑压力管道焊接施工工艺标准酒店群工程部2024 年 3 月目录一、不锈钢焊接工艺标准
31、施工准备
3下载后可任意编辑2、焊接操作要点
43、质量标准
10二、碳钢焊接工艺标准
111、施工准备
112、焊接操作要点
123、质量标准
16一、不锈钢焊接工艺标准1、施工准备1
1 材料要求: 1
1 施工现场必须配有符合要求的固定焊条库或流动焊条库
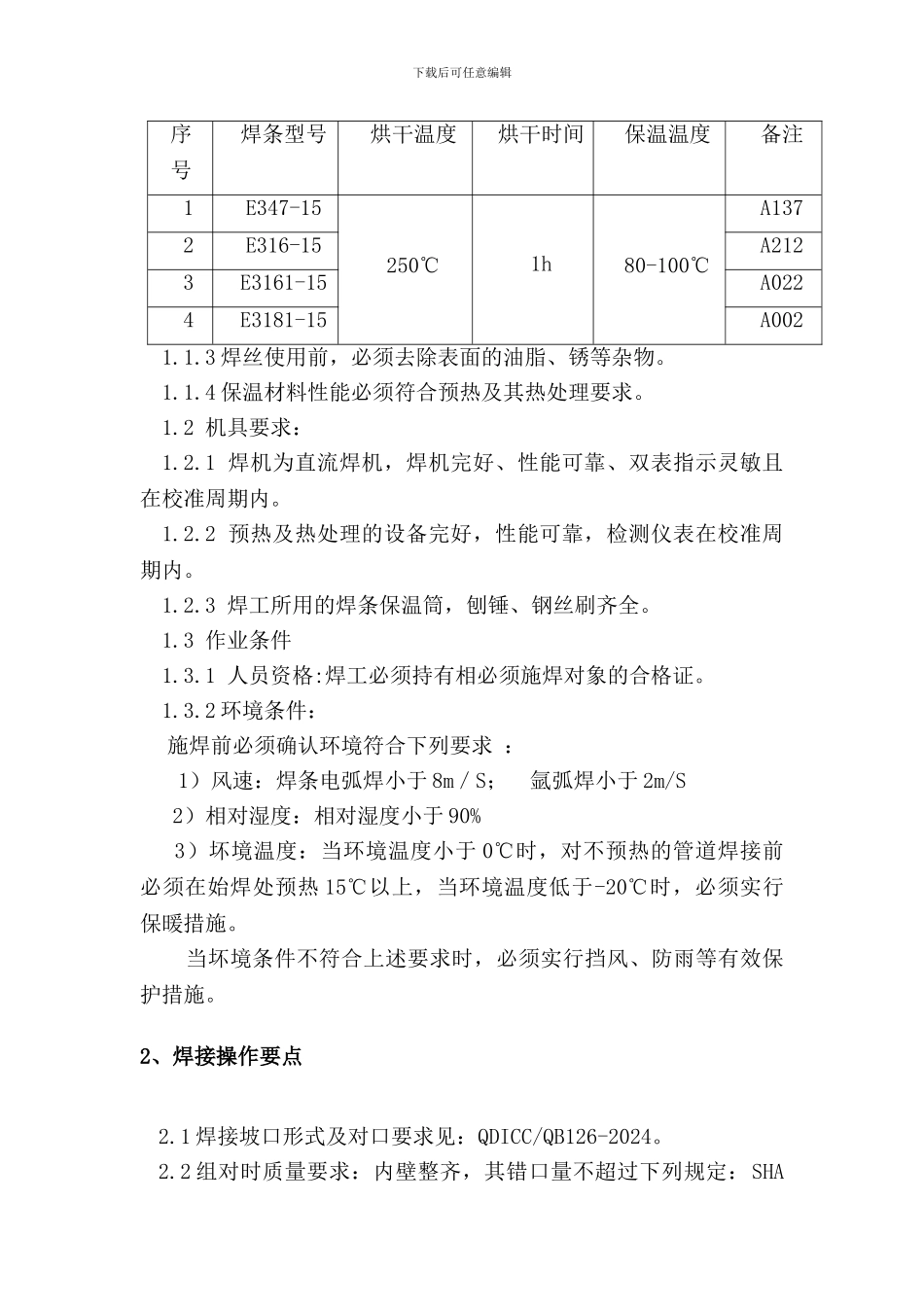
2 焊材必须具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收严格按《压力管道质保手册》中有关规定执行,焊条的烘干工艺按生产厂家说明书提供的参数进行,如无则按以下参数进行烘干:下载后可任意编辑序号焊条型号烘干温度烘干时间保温温度备注1E347-15250℃1h80-100℃A1372E316-15A2123E3161-15A0224E3181-15A0021
3 焊丝使用前,必须去除表面的油脂、锈等杂物
4 保温材料性能必须符合预热及其热处理要求
2 机具要求:1
1 焊机为直流焊机,焊机完好、性能可靠、双表指示灵敏且