1 课程(科目):车工 课 题 车端面 授课人 课型 理论 所需课时 2 上课班级 实践 上课时间 上课地点 教室 教学目标 车端面的操作 教学重点 车端面 教学难点 掌握车端面方法 突破重点 解决难点 的措施 1 多媒体演示 2 学生互助学习 教法与学法 教法:任务驱动法 学法:自主学习与合作学习 教 具 教学内容及过程 师生活动情况 机器上的许多零件都是有端面和台阶组成
如车床主轴上的台阶,车床花盘上的端面等
端面与台阶一般用来支承其它零件表面,要求端面和台阶的面必须垂直于零件的中心线
一、车端面常用的偏刀 偏刀的种类、特征和用途 常用的偏刀的种类有以下三种:按其主偏角(Kr)可分为:90°、75°和45°三种
90°车刀又称偏刀,按车削工件时进给方向的不同分为左偏刀和右偏刀两种
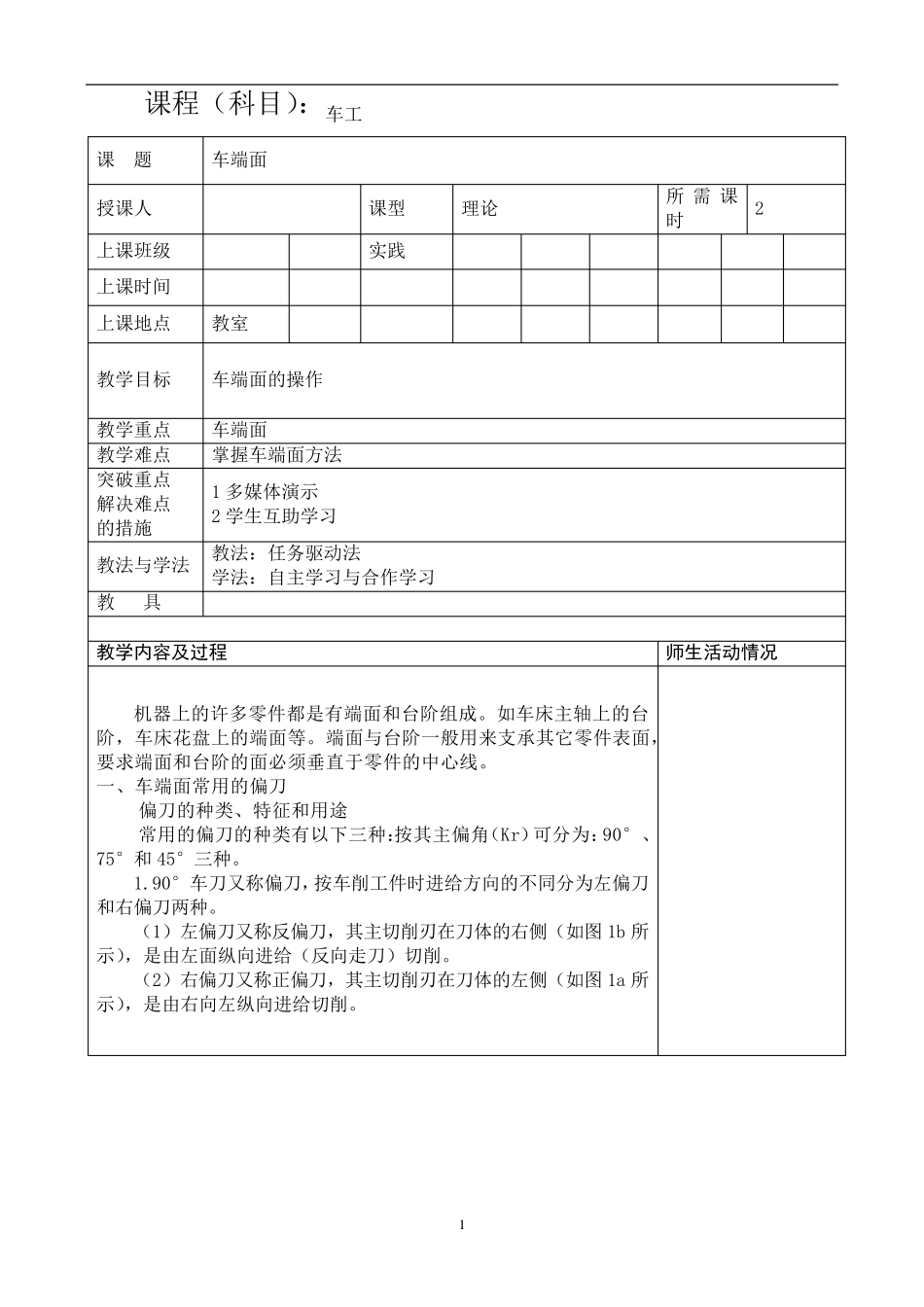
(1)左偏刀又称反偏刀,其主切削刃在刀体的右侧(如图 1b 所示),是由左面纵向进给(反向走刀)切削
(2)右偏刀又称正偏刀,其主切削刃在刀体的左侧(如图 1a 所示),是由右向左纵向进给切削
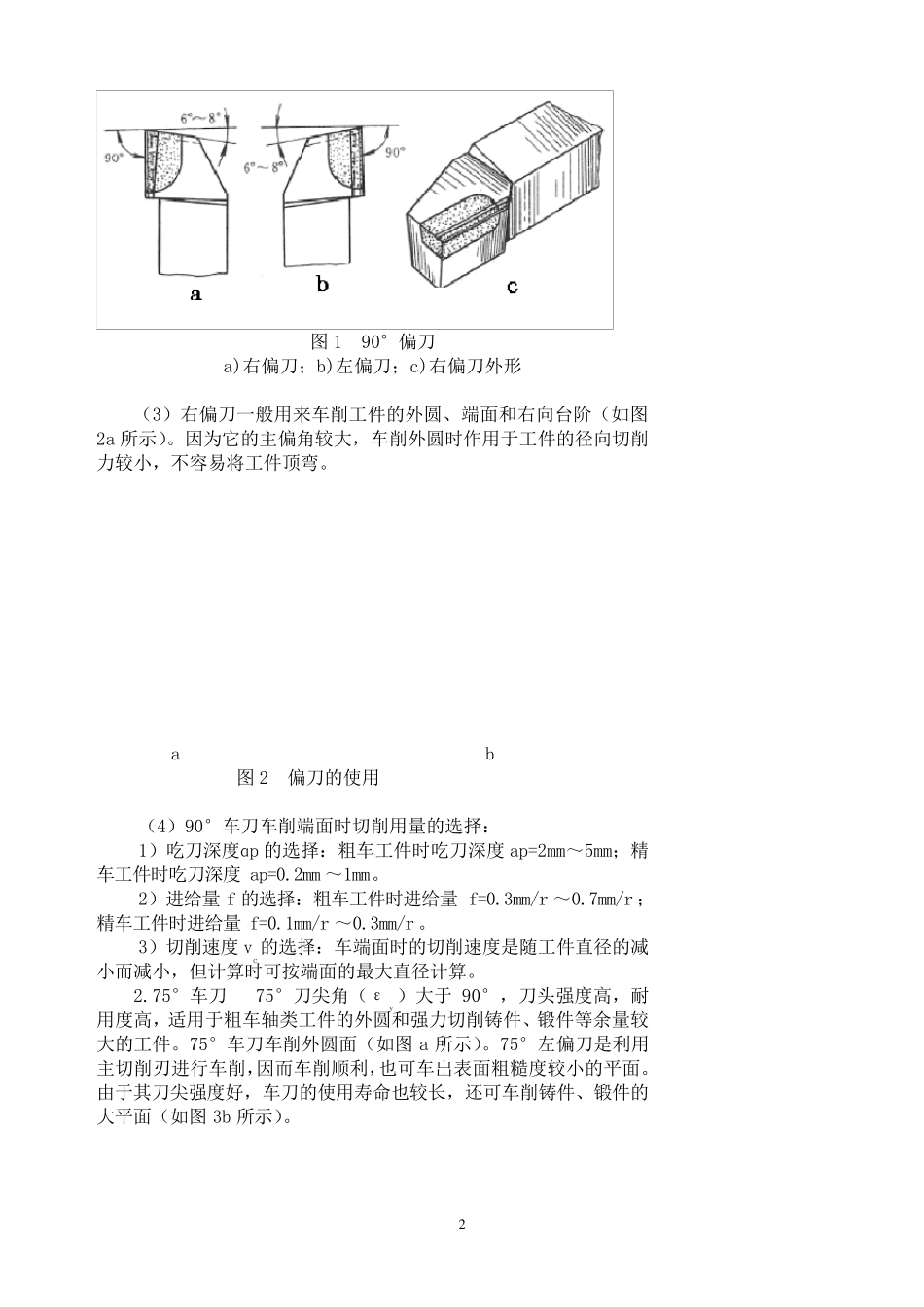
2 图1 90°偏刀 a)右偏刀;b)左偏刀;c)右偏刀外形 (3)右偏刀一般用来车削工件的外圆、端面和右向台阶(如图2a 所示)
因为它的主偏角较大,车削外圆时作用于工件的径向切削力较小,不容易将工件顶弯
a b 图2 偏刀的使用 (4)90°车刀车削端面时切削用量的选择: 1)吃刀深度ɑp 的选择:粗车工件时吃刀深度ap=2mm~5mm;精车工件时吃刀深度ap=0
2mm ~1mm
2)进给量f 的选择:粗车工件时进给量f=0
3mm/r ~0
7mm/r ;精车工件时进给量f=0
1mm/r ~0
3)切削速度vc的选择:车端面时的切削速度是随工件直径的减小而减小,但计算时可按端面的最大直径计算
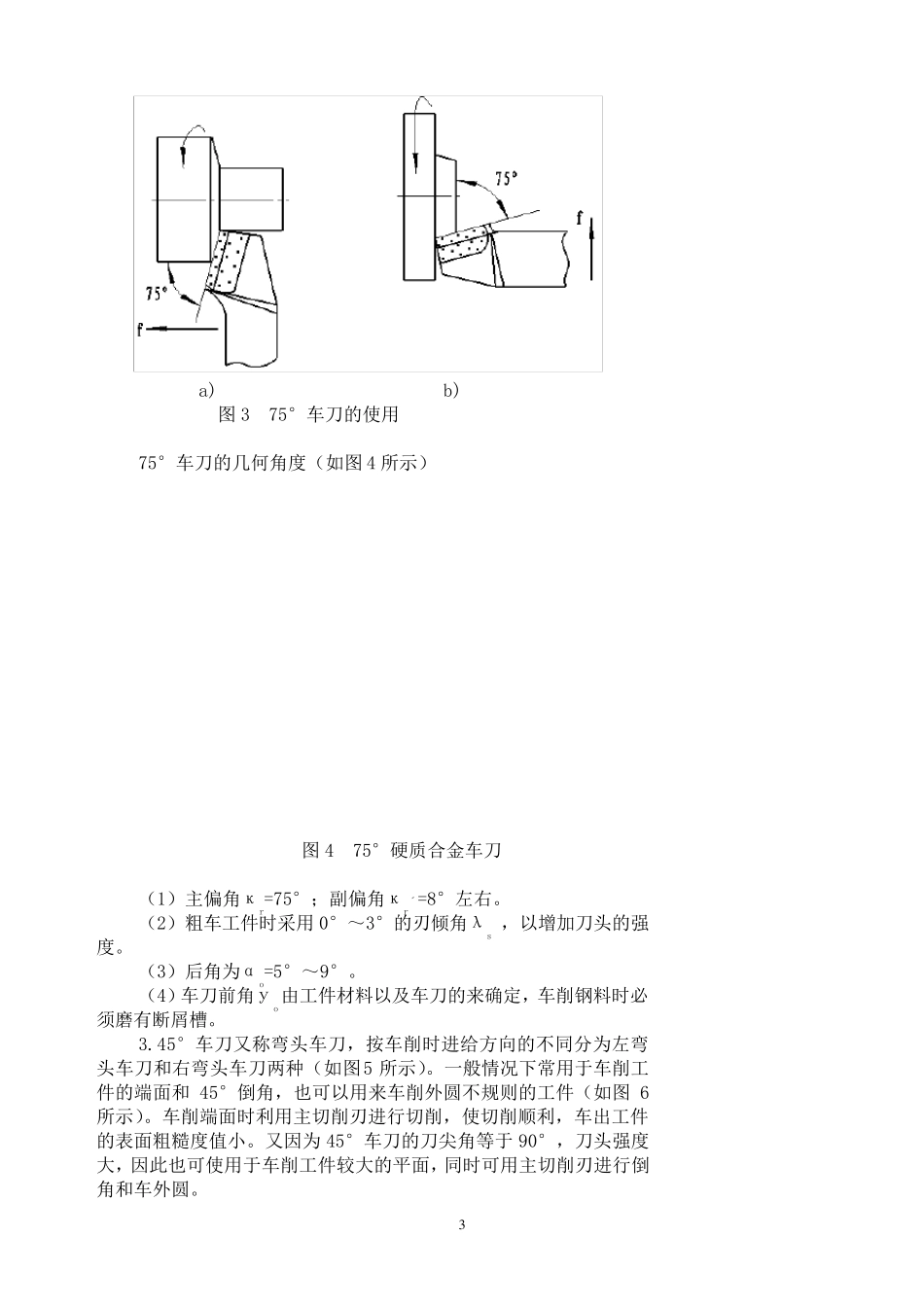
75°车刀 75°刀尖角(εу)大于90°,刀头强度高,耐用度