轧钢高线车间工艺操作规程 规程编号 YF/GC-ZG-04 规程版本号 2010 年第一版 编制 轧钢厂 生产厂审核 王会东 技术中心复核 武卫东 公司批准 李伟祥 开始执行日期 2010 年8 月 使用单位发放编号 持有人 目录 1
上料工工艺规程 2 2
一号台操作工工艺规程 3 3
二号台操作工工艺规程 5 4
加热工工艺规程 6 5
三号台操作工工艺规程 19 6
粗轧调整工工艺规程 32 7
高线中轧调整工工艺规程 35 8
高线预精轧 350 轧机调整工工艺规程 37 9
高线预精轧 2 架轧机及精轧调整工工艺规程 39 10 A 线双模块轧钢调整工工艺规程 54 11 导卫工工艺规程 58 12 装配工工艺规程 62 13 风冷线管理工工艺规程 65 14 集卷双芯棒操作工工艺规程 66 15 头尾在线剪切工工艺规程 67 16 打捆工工艺规程 68 17
盘卷称重工工艺规程 69 18 标牌打印工工艺规程 69 19 挂牌工工艺规程 70 20 卸卷操作工工艺规程 71 21 成品管理与码垛工工艺规程 71 22 轧辊车工工艺规程 72 23 铣工工艺规程 75 24 样板工工艺规程 76 25 辊环磨工工艺规程 78 工艺操作规程 1
上料工工艺规程 1
1 岗位名称:上料工 1
2 岗位职责:负责配合质量站检查验收入厂钢坯,并据质保书将钢坯堆放在批定垛位
对库存进行管理,对钢坯进行组坯入炉跑号,对不合格钢坯进行剔除
3 岗位工艺流程: 1
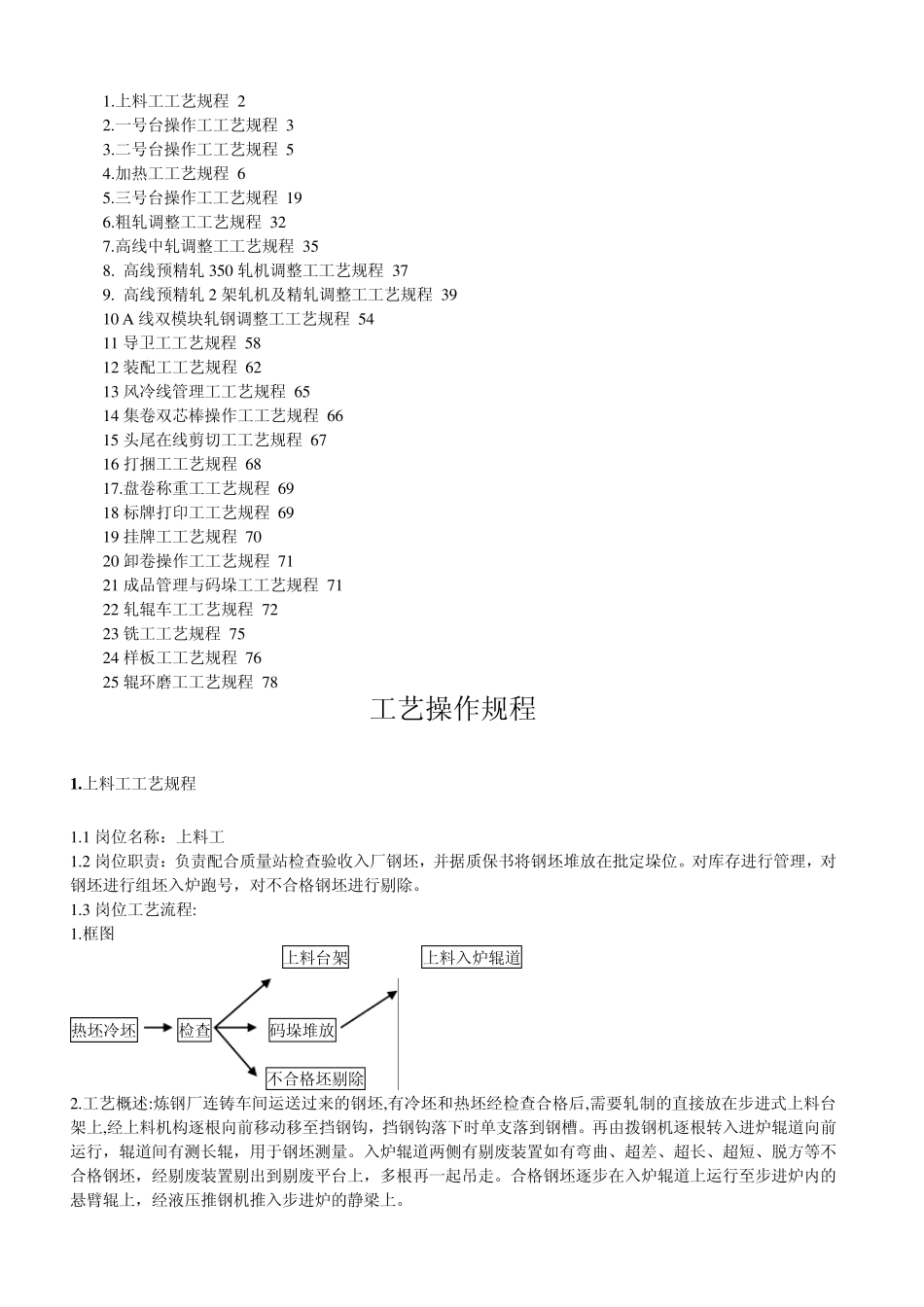
框图 上料台架 上料入炉辊道 热坯冷坯 检查 码垛堆放 不合格坯剔除 2
工艺概述:炼钢厂连铸车间运送过来的钢坯,有冷坯和热坯经检查合格后,需要轧制的直接放在步进式上料台架上,经上料机构逐根向前移动移至挡钢钩,挡钢钩落下时单支落到钢槽
再由拨钢机逐根转入进炉辊道向前运行,辊道间有测长辊,用于钢坯测量