下载后可任意编辑工业管道碳钢焊接通用施工工艺1 适用范围:本工艺适用于 FCC 所承建工程中碳钢及 16Mn 钢等非低温管材类采纳氩弧焊、手工电弧焊的焊接施工
2 施工准备 2
1 材料要求: 2
1 施工现场应配有符合要求的固定焊条库或流动焊条库
2 焊材必须具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收严格按《压力管道安装质量保证手册》中有关规定执行,焊条烘干参数原则上按生产厂家说明书提供的参数进行,如无则按焊接工艺指导书给定的参数进行
3 焊丝使用前,应去除表面的油脂、锈等杂物
4 保温材料性能应符合予热及热处理要求
2 机具要求: 2
1 焊机为直流焊机,焊机应完好、性能可靠,双表指示灵敏,且在校准周期内
2 予热及热处理的设备完好,性能可靠,检测仪表在校准周期内,且符合《压力管道质保手册》中的计量要求
3 焊工所用的焊条保温筒,刨锤、钢丝刷齐全
3 作业条件 2
1 人员资格: 焊工必须持有《锅炉压力容器焊工合格证》或 GB50236 合格证或设计规定的其它合格证,其材质、直径、厚度、位置应能满足工程焊接要求
2 环境条件:施焊前应确认环境符合下列要求: a) 风速:手弧焊小于 8m/S 氩弧焊小于 2m/S b) 相对湿度:相对湿度小于 90%
c) 环境温度:当环境湿度小于 0o时,对不予热的管道焊接前应在始焊处 100mm 范围内予热 15℃以上,当环境温度低于-20℃时,必须实行保暖措施
当环境条件不符合上述要求时,必须实行挡风、防雨等有效防护措施
3 焊接 3
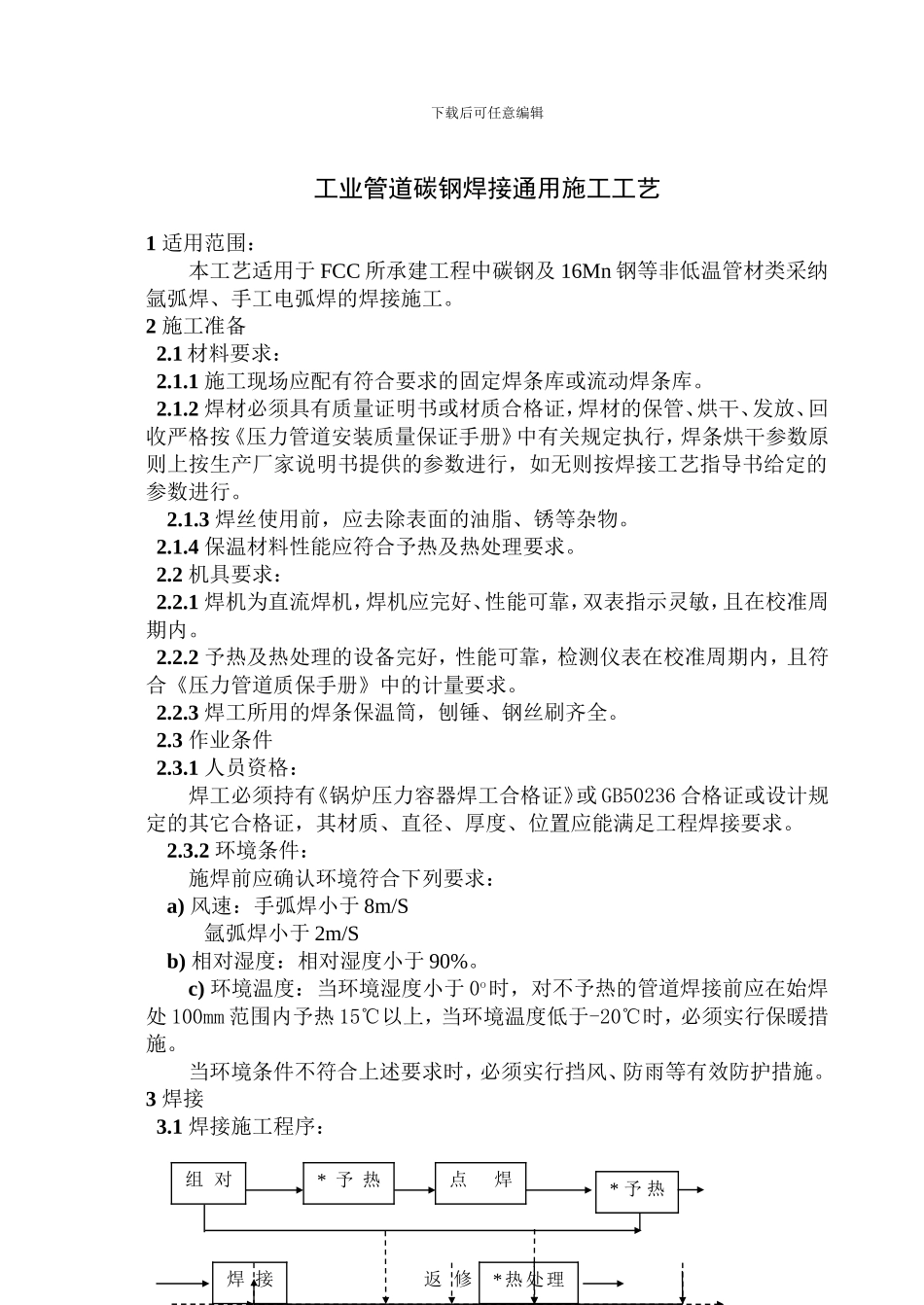
1 焊接施工程序:组 对* 予 热点焊* 予 热焊 接*热处理返 修下载后可任意编辑 *当有要求时
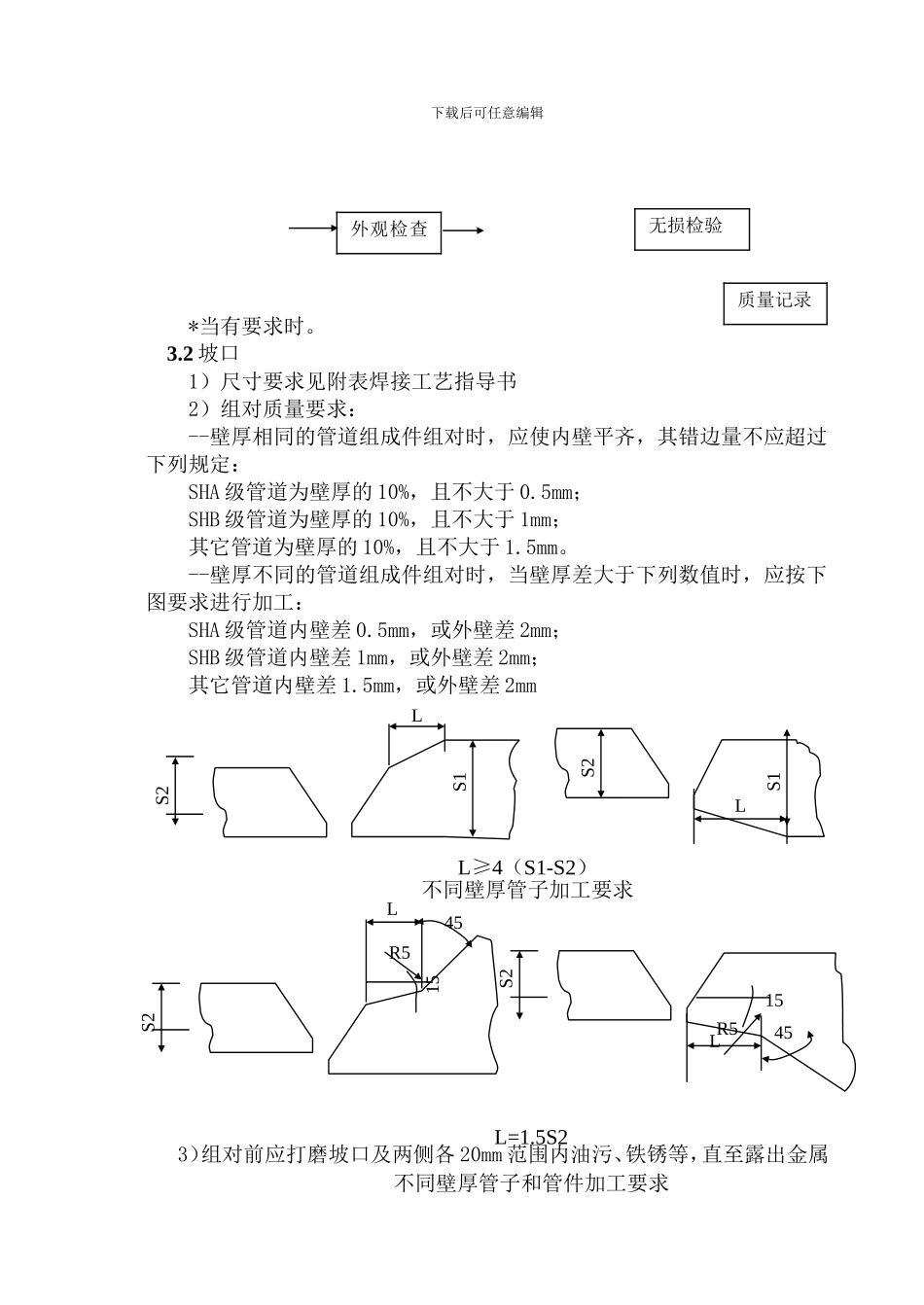
2 坡口 1)尺寸要求见附表焊接工艺指导书2)组对质量要求:--壁厚相同的管道组成件组对时,应使内