下载后可任意编辑技术交底通知单单位工程名称:南引桥 编号:JD-02-04工程项目常德市沅江西大桥工程部位下部结构接受班组测量组、试验室物资部、安全部、质检部、贵州道桥一、验收标准1、施工组织设计;2、《公路桥涵施工技术法律规范》3、《公路工程质量检验评定标准》4、《钢结构工程施工质量验收法律规范》(GB 50205-2001)5、《建筑钢结构焊接技术规程》(JGJ 81-2024)6、《钢结构工程质量检验评定标准》(GB 50211-95)7、《普通碳素结构钢技术条件》(GB700-88)二、主要施工方法2
1 钢套箱施工本节以 26#墩为例,简述钢套箱施工方法
26#承台封底厚为 2 米,封底砼底标高为 22 米, 套箱采纳无底钢套箱,平台拆除后,利用导管法碎石回填至设计 22 米的封底砼底标高,然后吊装钢套箱,再通过潜水员进行水下找平及坡脚处理,最后施工封底混凝土
主要施工工序流程图如下:钢套箱制作→拆除钢平台及钢护筒切割→水下回填、整平→吊装钢套箱→封底混凝土施工→抽水、破桩头
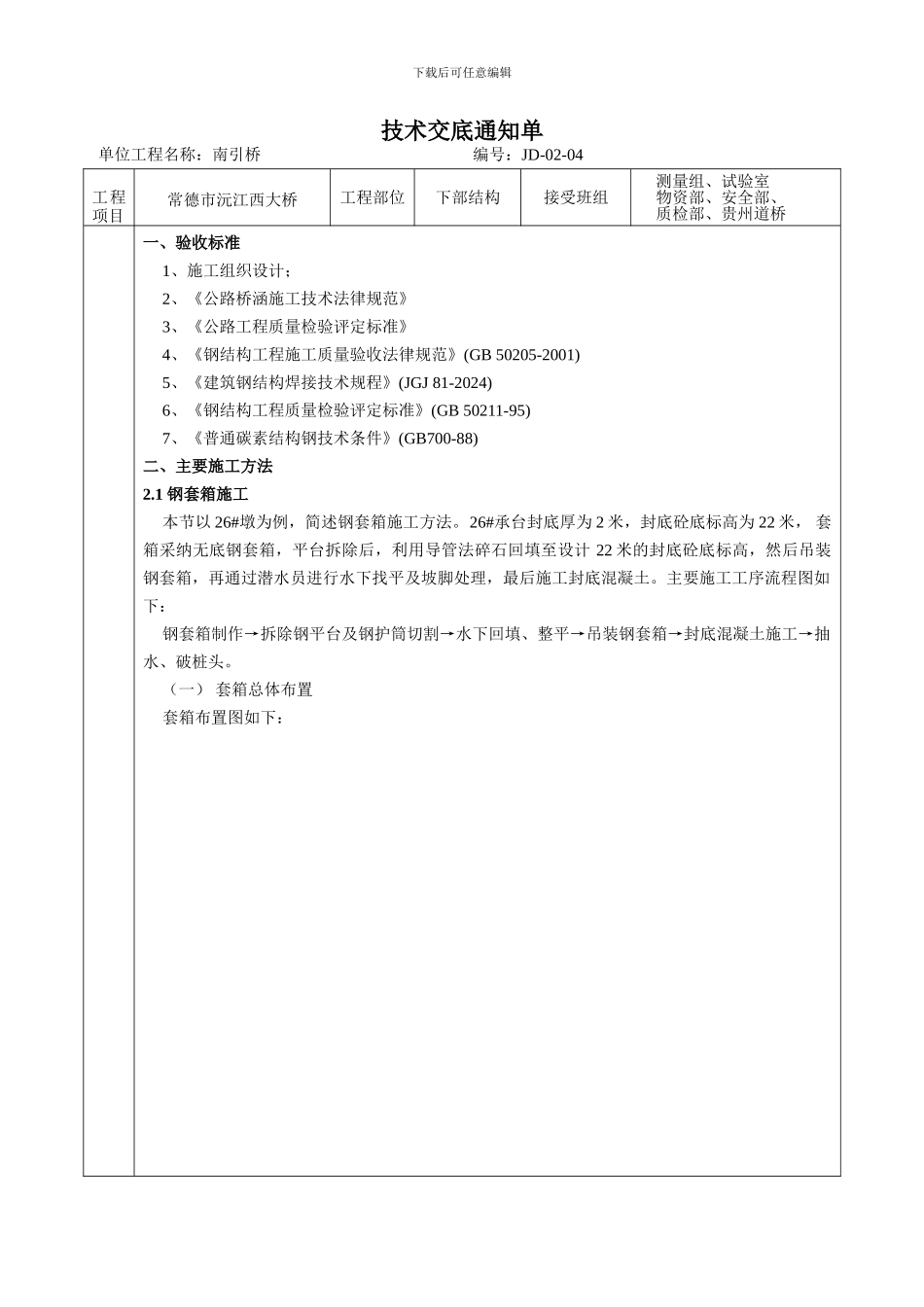
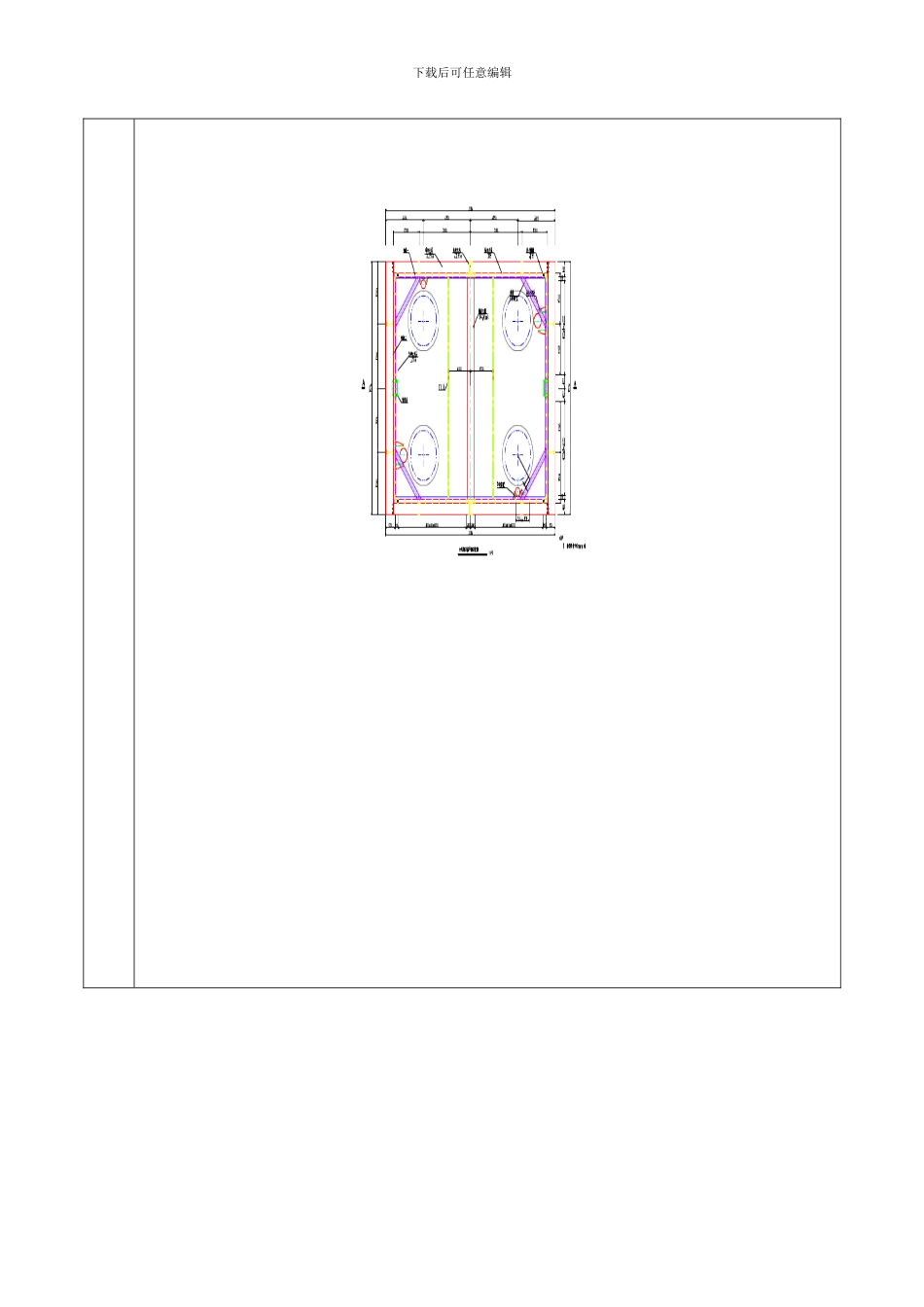
(一) 套箱总体布置套箱布置图如下:下载后可任意编辑下载后可任意编辑(二)套箱总重量套箱总重约 80 吨
1 套箱制作(1)钢套箱制作场地钢套箱在北岸钢结构加工场进行
按设计图纸,分别加工侧壁,在加工场内拼装成型,起重船整体吊运安装
加工场地选择在南侧码头旁的渔场旁边,利用船抛卵石对江边地面进行平整拓宽并采纳块石护岸
场地东西长 50 米,南北宽 45 米,路面结构为 30cm 卵石层+20cmC25 混凝土,并安装一台 50T 龙门吊以满足加工需要
(2) 钢套箱制作要求钢套箱制作按《钢结构工程施工质量验收法律规范》(GB 50205-2001)、《建筑钢结构焊接技术规程》(JGJ 81-2024)、《钢结构工程质量检验评定标准》(GB 50211-95)中有关规定执行