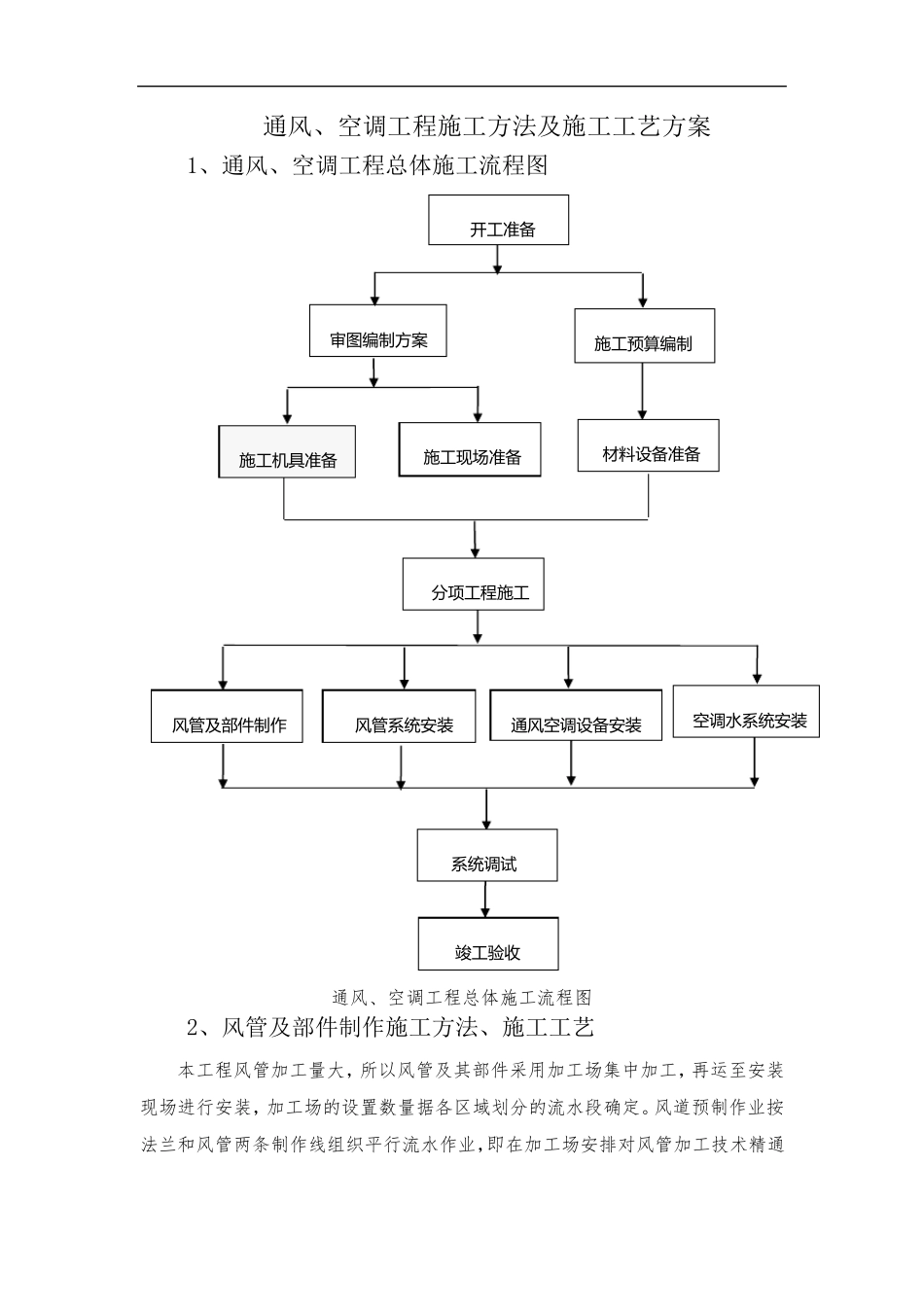
通风、空调工程施工方法及施工工艺方案 1、通风、空调工程总体施工流程图 通风、空调工程总体施工流程图 2、风管及部件制作施工方法、施工工艺 本工程风管加工量大,所以风管及其部件采用加工场集中加工,再运至安装现场进行安装,加工场的设置数量据各区域划分的流水段确定
风道预制作业按法兰和风管两条制作线组织平行流水作业,即在加工场安排对风管加工技术精通 分 项 工 程 施 工 材 料 设 备 准 备 开 工 准 备 审 图 编 制 方 案 施 工 预 算 编 制 施 工 现 场 准 备 施 工 机 具 准 备 风 管 及 部 件制 作 通风 空调设 备 安装 竣工 验收 风 管 系统安装 系统调试 空调水系统安装 的技术工人,专门从事风管的加工制作,施工员对加工人员进行制作交底,风管加工工人按要求制作风管并检验直到合格,并对已做好符合要求的风管标识进行保存
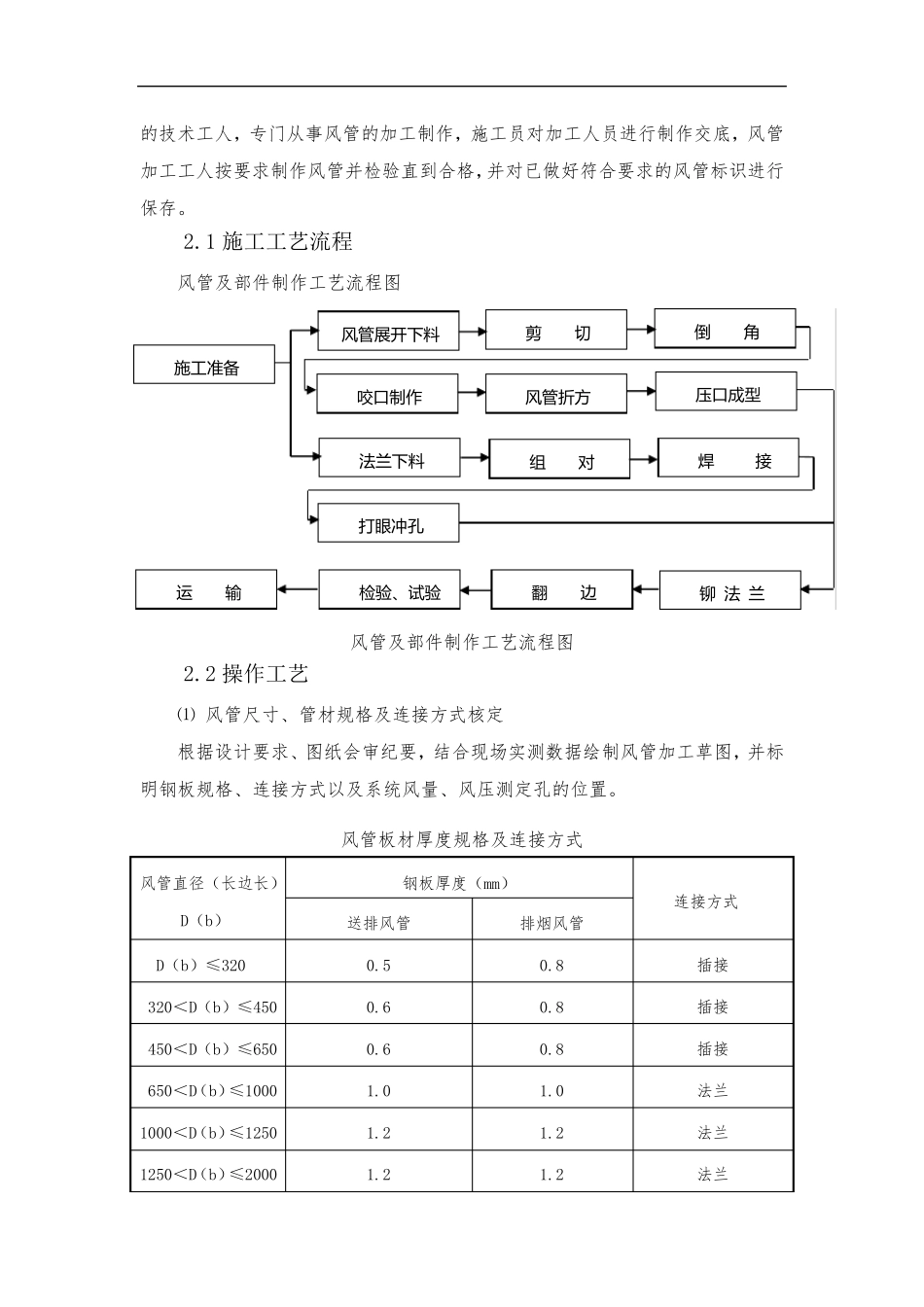
1 施工工艺流程 风管及部件制作工艺流程图 风管及部件制作工艺流程图 2
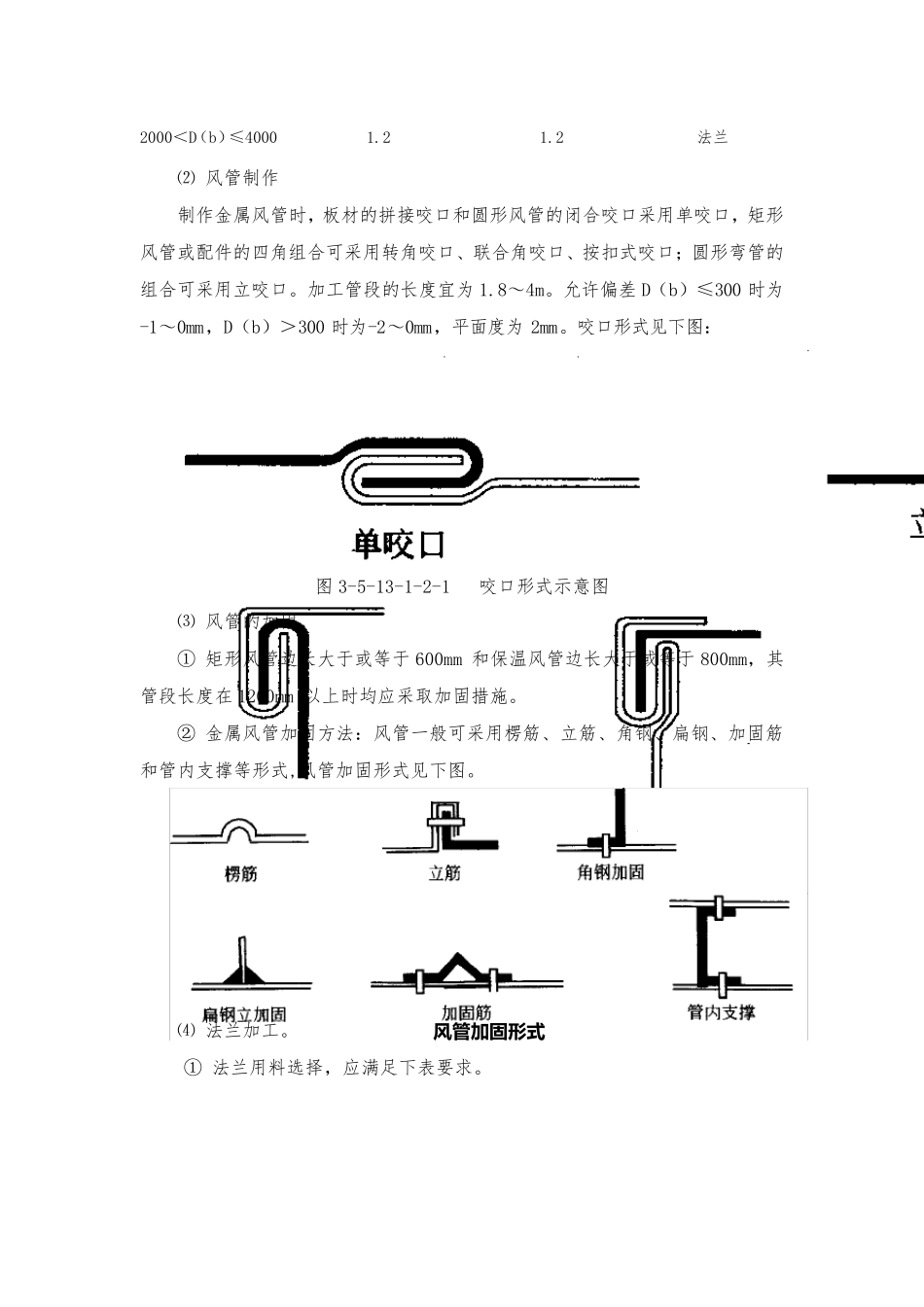
2 操作工艺 ⑴ 风管尺寸、管材规格及连接方式核定 根据设计要求、图纸会审纪要,结合现场实测数据绘制风管加工草图,并标明钢板规格、连接方式以及系统风量、风压测定孔的位置
风管板材厚度规格及连接方式 风管直径(长边长)D(b) 钢板厚度(mm) 连接方式 送排风管 排烟风管 D(b)≤320 0
8 插接 320<D(b)≤450 0
8 插接 450<D(b)≤650 0
8 插接 650<D(b)≤1000 1
0 法兰 1000<D(b)≤1250 1
2 法兰 1250<D(b)≤2000 1
2 法兰 施 工 准 备 咬 口 制 作 剪 切 风 管 展 开 下 料 倒 角 风 管 折 方 压 口 成 型 法 兰 下 料 组 对 焊 接 打 眼 冲 孔 铆 法 兰 翻 边 检 验 、试验 运 输