3 通风空调工程 本通风空调工程包括通风系统、空调系统、空调制冷、空调采暖、消防及防排烟系统等
1 施工工艺流程 9
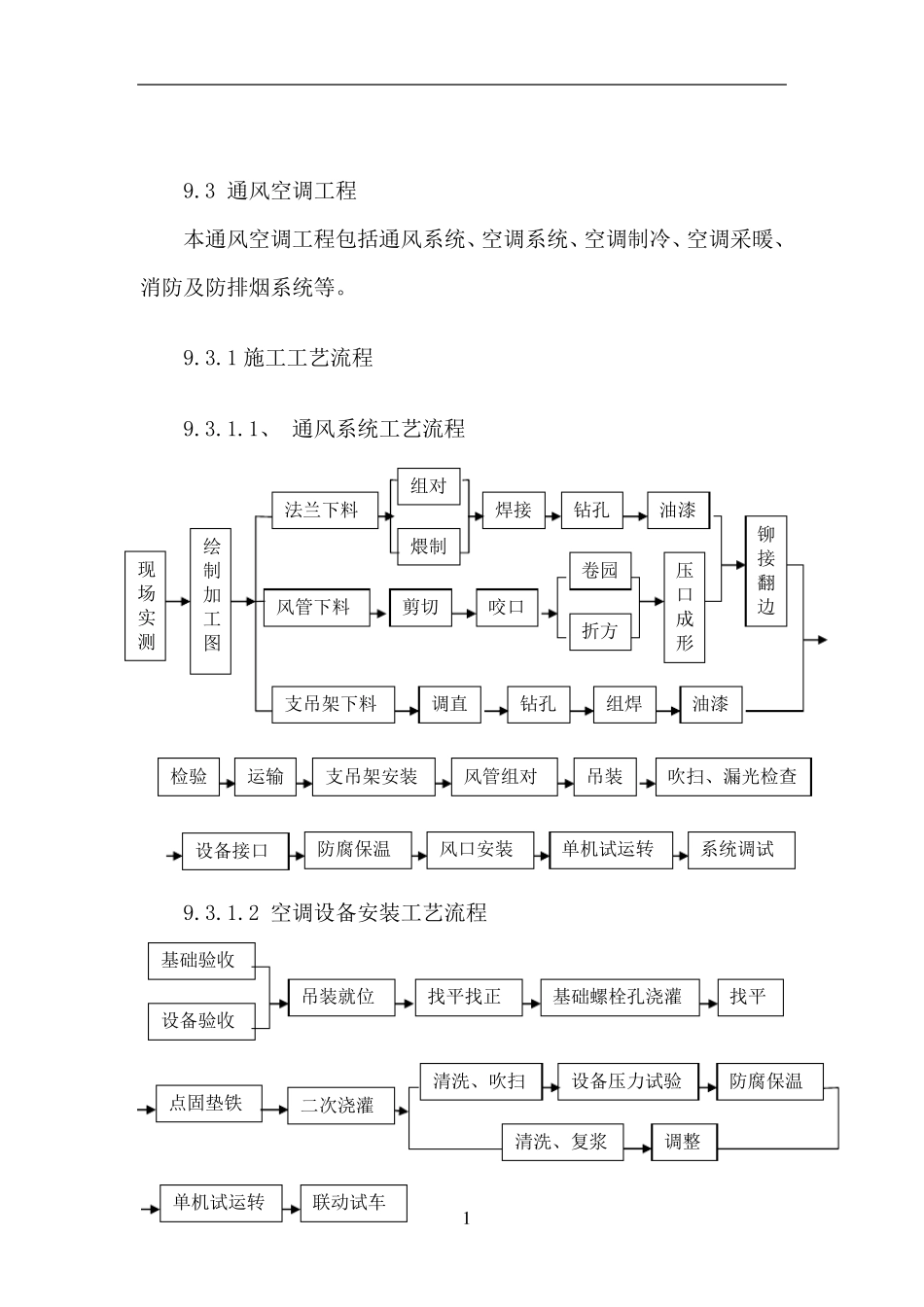
1、 通风系统工艺流程 9
2 空调设备安装工艺流程 吊装 检验 运输 支吊架安装 风管组对 设备接口 防腐保温 风口安装 单机试运转 系统调试 吹扫、漏光检查 绘制加工图 现场实测 煨制 焊接 钻孔 剪切 咬口 卷园 折方 支吊架下料 调直 钻孔 油漆 压口成形 组焊 油漆 铆接翻边 组对 法兰下料 风管下料 基础验收 设备验收 吊装就位 找平找正 找平 点固垫铁 基础螺栓孔浇灌 二次浇灌 清洗、吹扫 清洗、复浆 设备压力试验 调整 防腐保温 单机试运转 联动试车 2 9
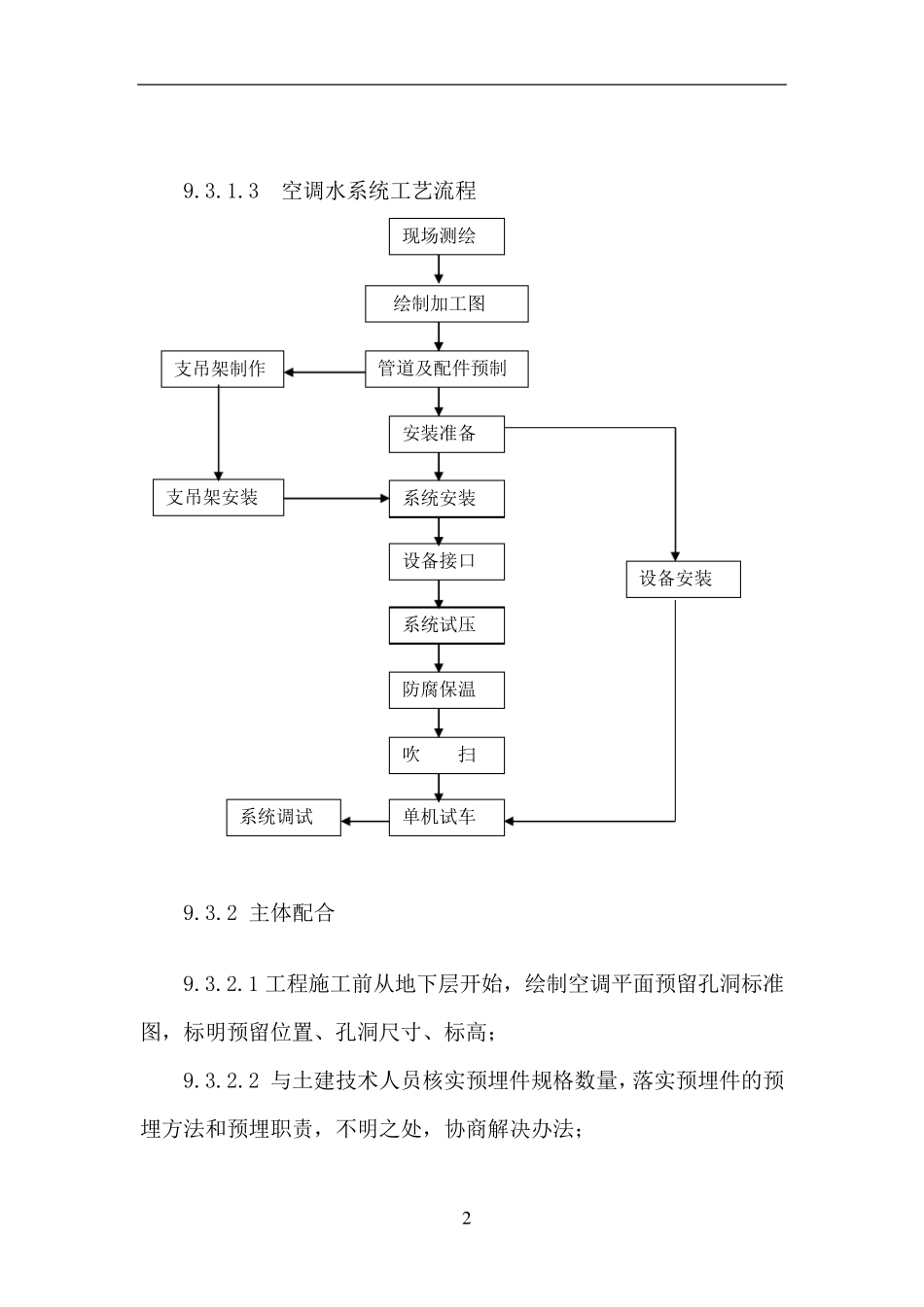
3 空调水系统工艺流程 9
2 主体配合 9
1 工程施工前从地下层开始,绘制空调平面预留孔洞标准图,标明预留位置、孔洞尺寸、标高; 9
2 与土建技术人员核实预埋件规格数量,落实预埋件的预埋方法和预埋职责,不明之处,协商解决办法; 安装准备 管道及配件预制 系统安装 支吊架安装 支吊架制作 现场测绘 绘制加工图 设备接口 系统试压 防腐保温 设备安装 单机试车 吹 扫 系统调试 3 9
3 编制预埋材料预算,绘制预埋件加工图和填写加工计划单,确定预埋加工件供货日期; 9
4 派专人参加土建安装施工协调会
在土建施工过程中核实每个预留洞和预埋件的确切位置、尺寸和标高
3 加工车间的设置 根据施工现场具体情况、设置面积约100m2 加工车间,车间内清洁、干燥、设备合理布置
4 镀锌钢板风管的制作 9
1 矩形风管均采用内弧(R=200)外直型;当风管长边≥500mm时,必须设置导流叶片
加工前根据图纸及现场具体情况,绘制风管加工图,作出风管加工计划
2 风管下料采用电动剪