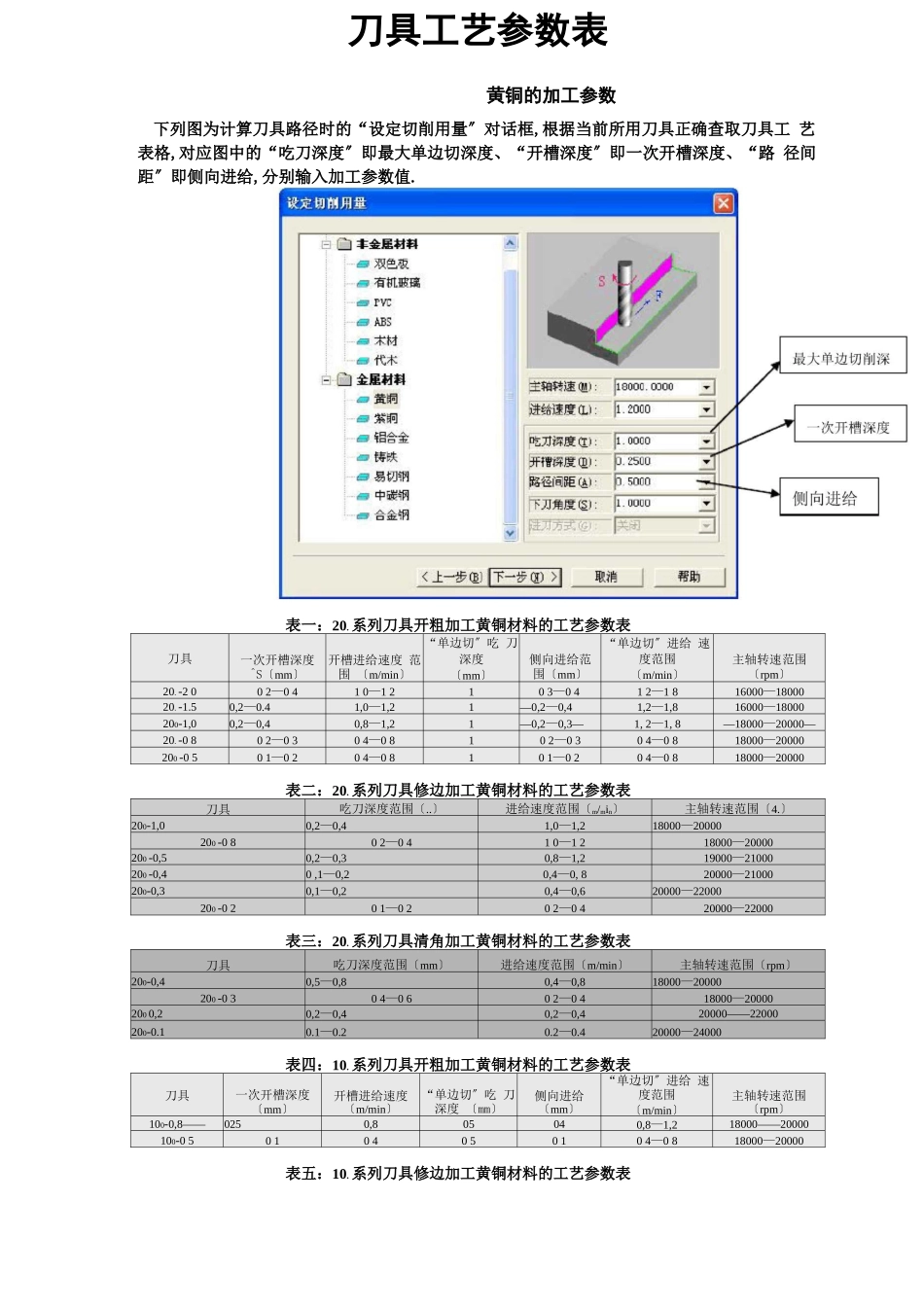
刀具工艺参数表黄铜的加工参数下列图为计算刀具路径时的“设定切削用量〞对话框,根据当前所用刀具正确查取刀具工 艺表格,对应图中的“吃刀深度〞即最大单边切深度、“开槽深度〞即一次开槽深度、“路 径间距〞即侧向进给,分别输入加工参数值
系列刀具开粗加工黄铜材料的工艺参数表刀具一次开槽深度 ^S〔mm〕开槽进给速度 范围 〔m/min〕“单边切〞吃 刀深度〔mm〕侧向进给范 围〔mm〕“单边切〞进给 速度范围〔m/min〕主轴转速范围 〔rpm〕20
-2 00 2—0 41 0—1 210 3—0 41 2—1 816000—1800020
50,2—0
41,0—1,21―0,2—0,41,2—1,816000—18000200-1,00,2—0,40,8—1,21―0,2—0,3—1, 2—1, 8—18000—20000—20
-0 80 2—0 30 4—0 810 2—0 30 4—0 818000—20000200 -0 50 1—0 20 4—0 810 1—0 20 4—0 818000—20000表二:20
系列刀具修边加工黄铜材料的工艺参数表刀具吃刀深度范围〔
〕进给速度范围〔m/min〕主轴转速范围〔4
〕200-1,00,2—0,41,0—1,218000—20000200 -0 80 2—0 41 0—1 218000—20000200 -0,50,2—0,30,8—1,219000—21000200 -0,40 ,1—0,20,4—0, 820000—21000200-0,30,1—0,20,4—0,620000—22000200 -0 20 1—0 20 2—0 420000—22000表三:20
系列刀具清角加工黄铜材料的工艺参数表刀具吃刀深度范围〔mm〕进给速度范围〔m/min〕主轴转速范围〔rpm〕200-0,40,5—0,