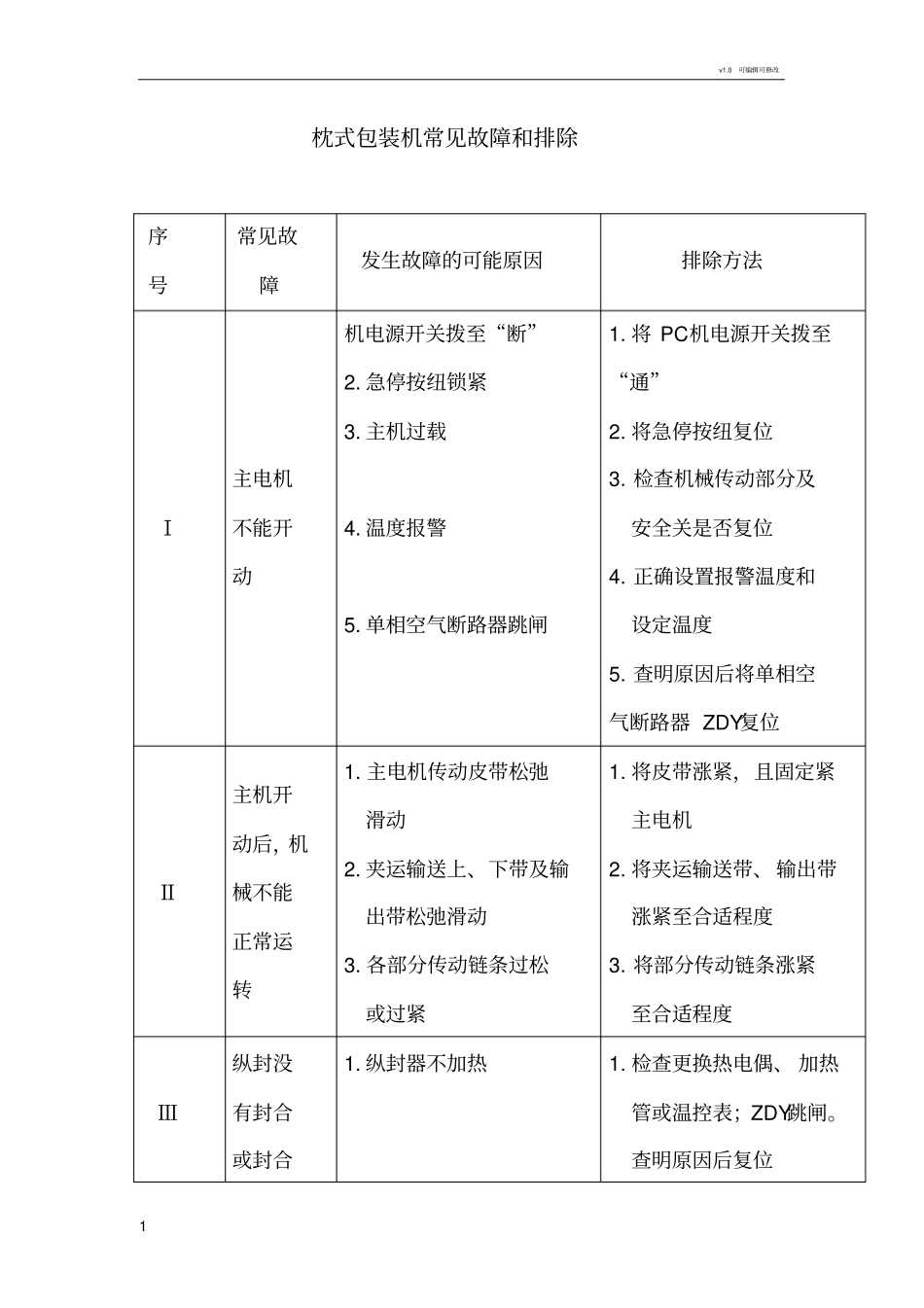
0 可编辑可修改1 枕式包装机常见故障和排除序号常见故障发生故障的可能原因排除方法Ⅰ主电机不能开动机电源开关拨至“断”2
急停按纽锁紧3
单相空气断路器跳闸1
将 PC机电源开关拨至“通”2
将急停按纽复位3
检查机械传动部分及安全关是否复位4
正确设置报警温度和设定温度5
查明原因后将单相空气断路器 ZDY复位Ⅱ主机开动后,机械不能正常运转1
主电机传动皮带松弛滑动2
夹运输送上、下带及输出带松弛滑动3
各部分传动链条过松或过紧1
将皮带涨紧,且固定紧主电机2
将夹运输送带、输出带涨紧至合适程度3
将部分传动链条涨紧至合适程度Ⅲ纵封没有封合或封合1
纵封器不加热1
检查更换热电偶、 加热管或温控表;ZDY跳闸
查明原因后复位v1
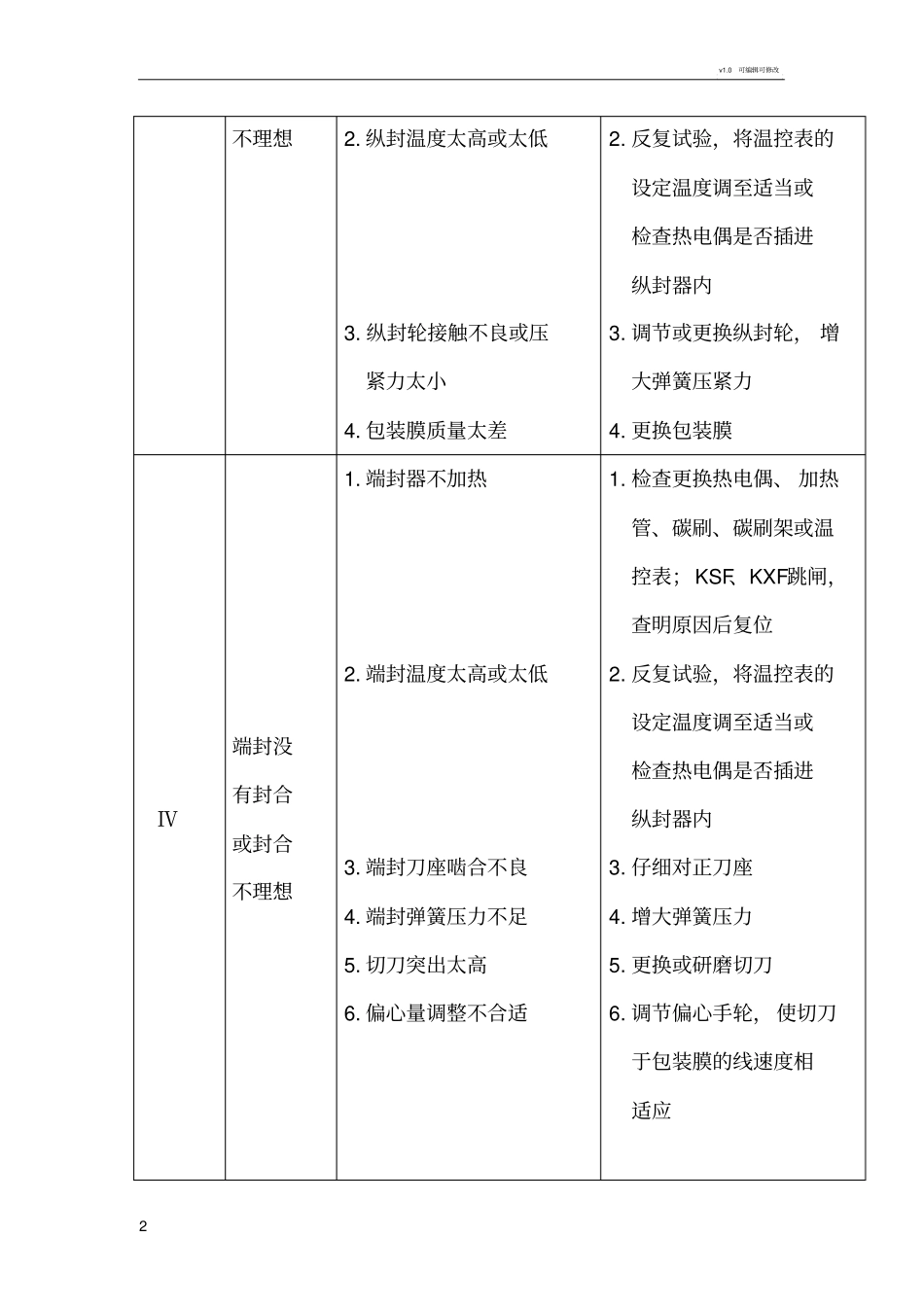
0 可编辑可修改2 不理想2
纵封温度太高或太低3
纵封轮接触不良或压紧力太小4
包装膜质量太差2
反复试验,将温控表的设定温度调至适当或检查热电偶是否插进纵封器内3
调节或更换纵封轮, 增大弹簧压紧力4
更换包装膜Ⅳ端封没有封合或封合不理想1
端封器不加热2
端封温度太高或太低3
端封刀座啮合不良4
端封弹簧压力不足5
切刀突出太高6
偏心量调整不合适1
检查更换热电偶、 加热管、碳刷、碳刷架或温控表;KSF、KXF跳闸,查明原因后复位2
反复试验,将温控表的设定温度调至适当或检查热电偶是否插进纵封器内3
仔细对正刀座4
增大弹簧压力5
更换或研磨切刀6
调节偏心手轮,使切刀于包装膜的线速度相适应v1
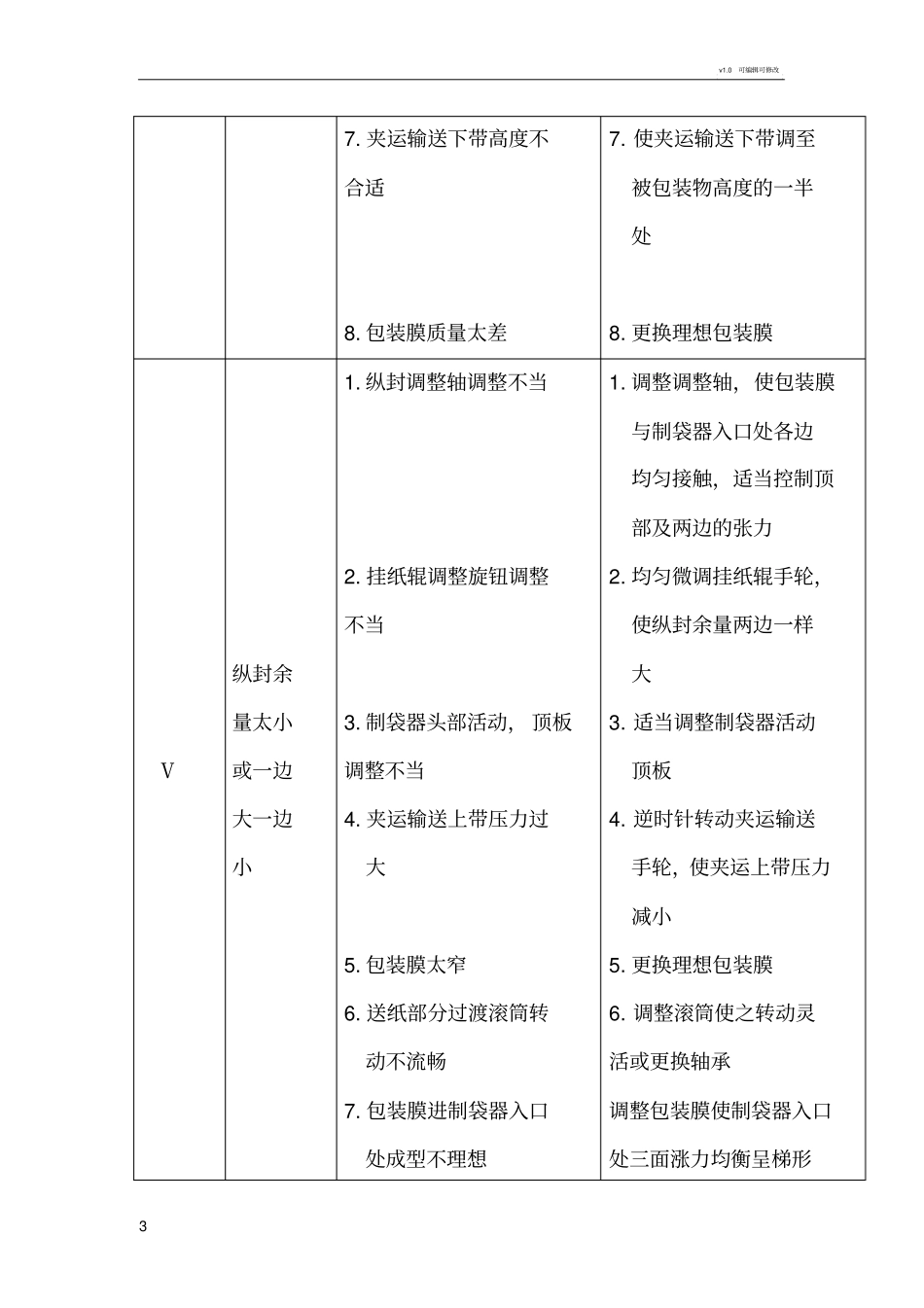
0 可编辑可修改3 7
夹运输送下带高度不合适8
包装膜质量太差7
使夹运输送下带调至被包装物高度的一半处8
更换理想包装膜Ⅴ纵封余量太小或一边大一边小1
纵封调整轴调整不当2
挂纸辊调整旋钮调整不当3
制袋器头部活动, 顶板调整不当