下载后可任意编辑焊接热处理专项施工方案本工程所有管道材质多样,各种合金钢材质的管道焊接热处理方案如下:1、焊前预热1
1 使用设备为 ZWK-60 智能温控箱,采纳局部预热时,应防止局部应力过大
预热的范围为焊缝两侧各不小于焊件厚度的 3 倍,且不小于100mm
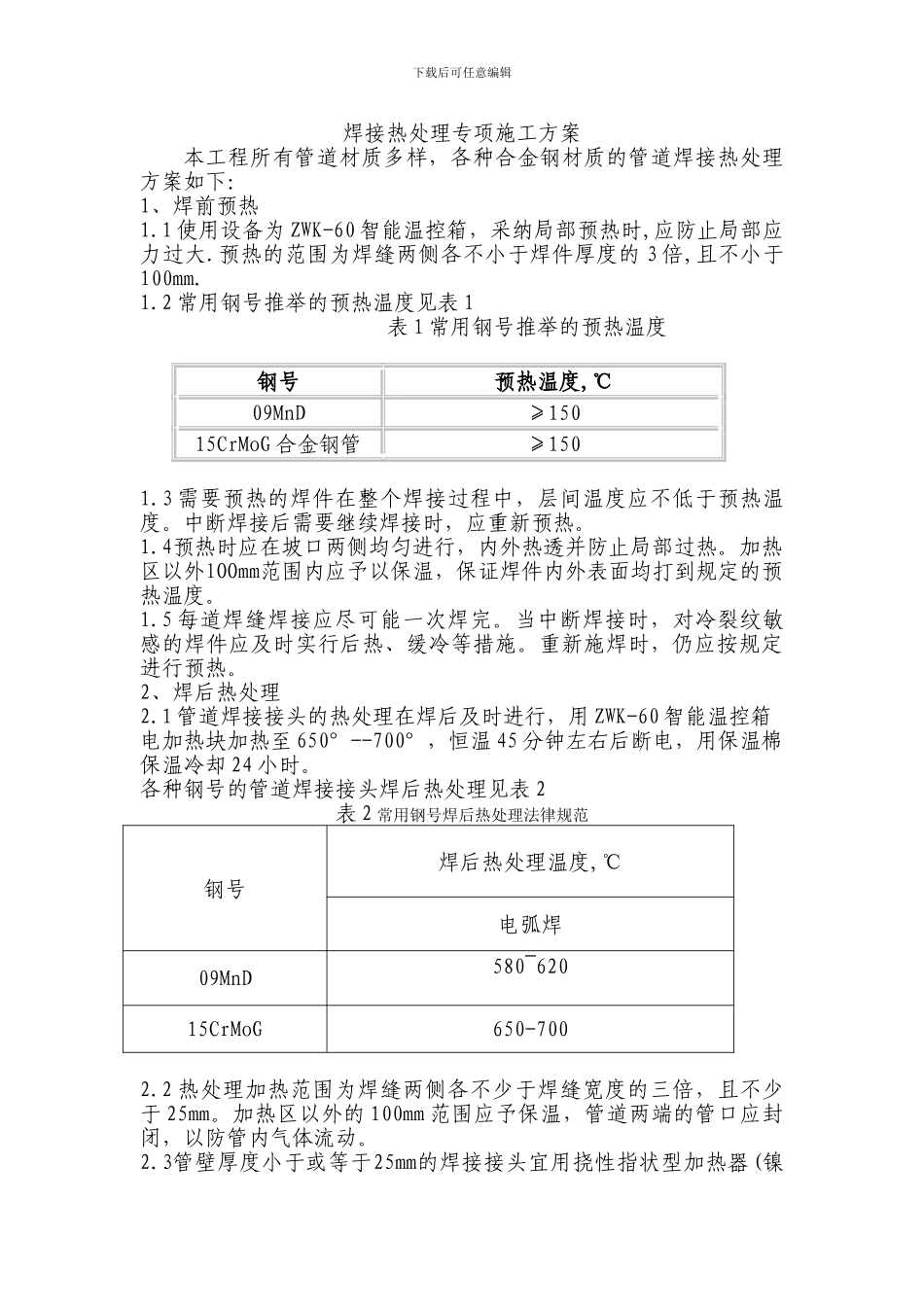
2 常用钢号推举的预热温度见表 1 表 1 常用钢号推举的预热温度钢号预热温度,℃09MnD≥15015CrMoG 合金钢管≥1501
3 需要预热的焊件在整个焊接过程中,层间温度应不低于预热温度
中断焊接后需要继续焊接时,应重新预热
4预热时应在坡口两侧均匀进行,内外热透并防止局部过热
加热区以外lOOmm范围内应予以保温,保证焊件内外表面均打到规定的预热温度
5 每道焊缝焊接应尽可能一次焊完
当中断焊接时,对冷裂纹敏感的焊件应及时实行后热、缓冷等措施
重新施焊时,仍应按规定进行预热
2、焊后热处理2
1 管道焊接接头的热处理在焊后及时进行,用 ZWK-60 智能温控箱电加热块加热至 650°--700°,恒温 45 分钟左右后断电,用保温棉保温冷却 24 小时
各种钢号的管道焊接接头焊后热处理见表 2表 2 常用钢号焊后热处理法律规范钢号焊后热处理温度,℃电弧焊09MnD580~62015CrMoG650-700 2
2 热处理加热范围为焊缝两侧各不少于焊缝宽度的三倍,且不少于 25mm
加热区以外的 100mm 范围应予保温,管道两端的管口应封闭,以防管内气体流动
3管壁厚度小于或等于25mm的焊接接头宜用挠性指状型加热器(镍下载后可任意编辑铬电阻丝)加热,热处理时的加热速度、恒温时间、冷却速度,应符合下列要求: 2
1 加热速度:升温至400℃后,加热速度应按5125/δ℃/h计算,且不大于220℃/h; 2
2恒温时间:碳素钢为每毫米壁厚恒温2~2
5min,合金钢为每毫米壁厚恒温