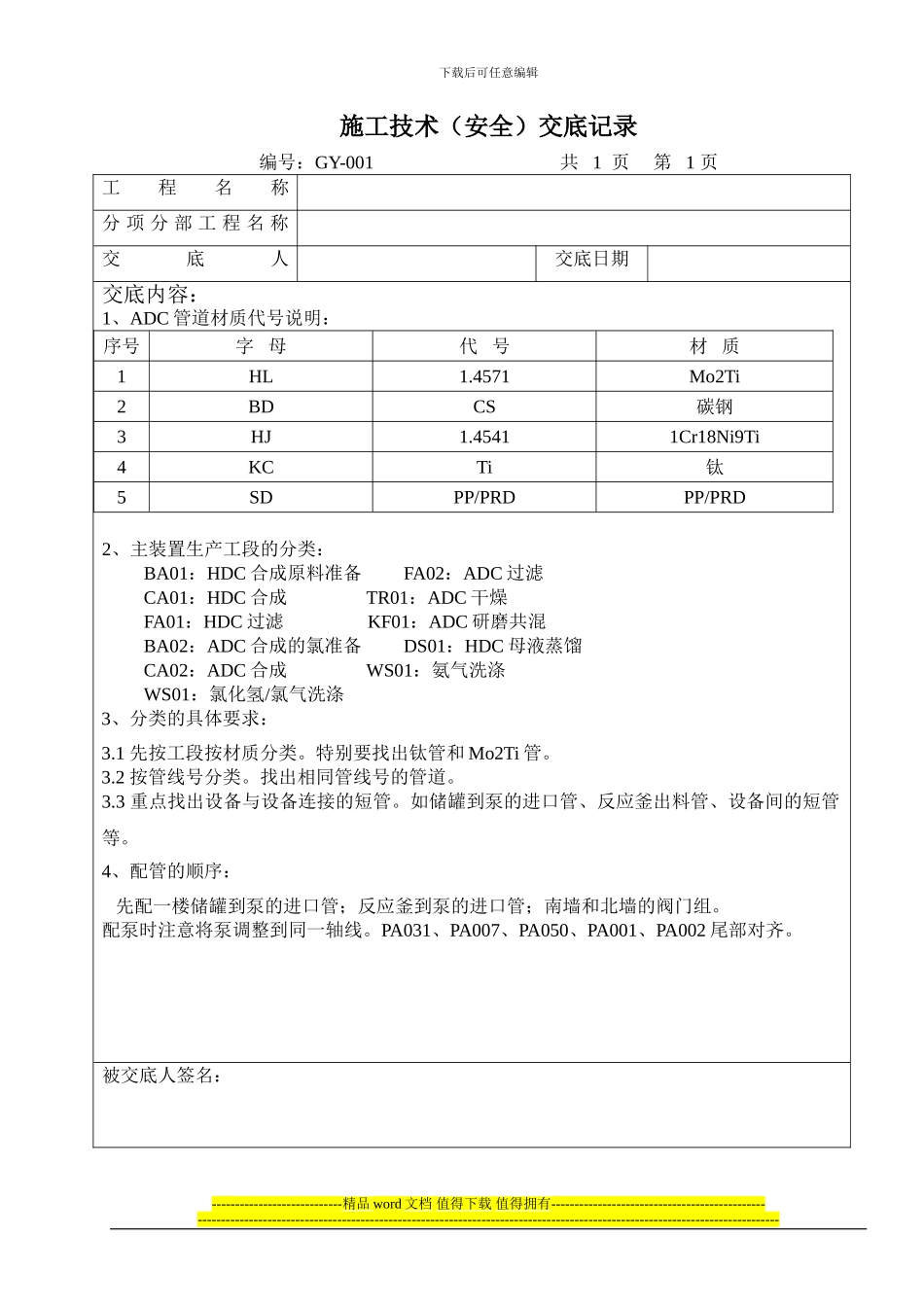
下载后可任意编辑施工技术(安全)交底记录编号:GY-001 共 1 页 第 1 页工程名称分 项 分 部 工 程 名 称交底人交底日期交底内容:1、ADC 管道材质代号说明:序号字 母代 号材 质1HL1
4571Mo2Ti2BDCS碳钢3HJ1
45411Cr18Ni9Ti4KCTi钛5SDPP/PRDPP/PRD2、主装置生产工段的分类:BA01:HDC 合成原料准备 FA02:ADC 过滤CA01:HDC 合成 TR01:ADC 干燥FA01:HDC 过滤 KF01:ADC 研磨共混BA02:ADC 合成的氯准备 DS01:HDC 母液蒸馏CA02:ADC 合成 WS01:氨气洗涤WS01:氯化氢/氯气洗涤3、分类的具体要求:3
1 先按工段按材质分类
特别要找出钛管和 Mo2Ti 管
2 按管线号分类
找出相同管线号的管道
3 重点找出设备与设备连接的短管
如储罐到泵的进口管、反应釜出料管、设备间的短管等
4、配管的顺序: 先配一楼储罐到泵的进口管;反应釜到泵的进口管;南墙和北墙的阀门组
配泵时注意将泵调整到同一轴线
PA031、PA007、PA050、PA001、PA002 尾部对齐
被交底人签名:----------------------------精品 word 文档 值得下载 值得拥有---------------------------------------------------------------------------------------------------------------------------------------------------------------------------下载后可任意编辑其他参加人员签名:施工技术(安全)交底记录编号: 共 1 页 第 1 页工程名称分 项 分 部 工 程 名 称交底