下载后可任意编辑2
主要施工方法2
1 总体施工顺序屋盖系统制作→构件运输→屋架安装→檩条安装→上弦水平支撑安装→ 垂直支撑安装→下弦水平支撑安装→屋面板安装
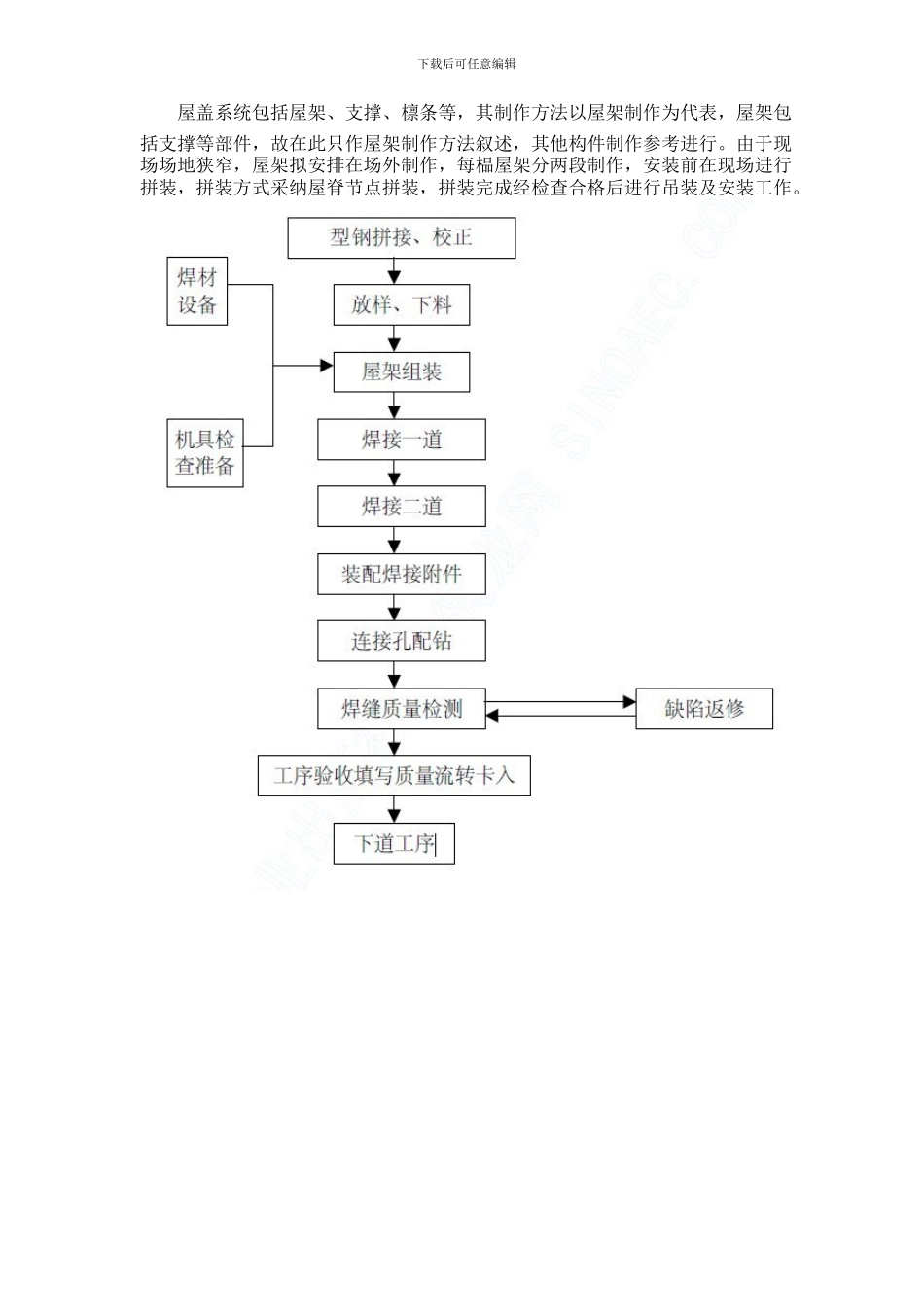
2 屋盖系统制作下载后可任意编辑屋盖系统包括屋架、支撑、檩条等,其制作方法以屋架制作为代表,屋架包括支撑等部件,故在此只作屋架制作方法叙述,其他构件制作参考进行
由于现 场场地狭窄,屋架拟安排在场外制作,每榀屋架分两段制作,安装前在现场进行 拼装,拼装方式采纳屋脊节点拼装,拼装完成经检查合格后进行吊装及安装工作
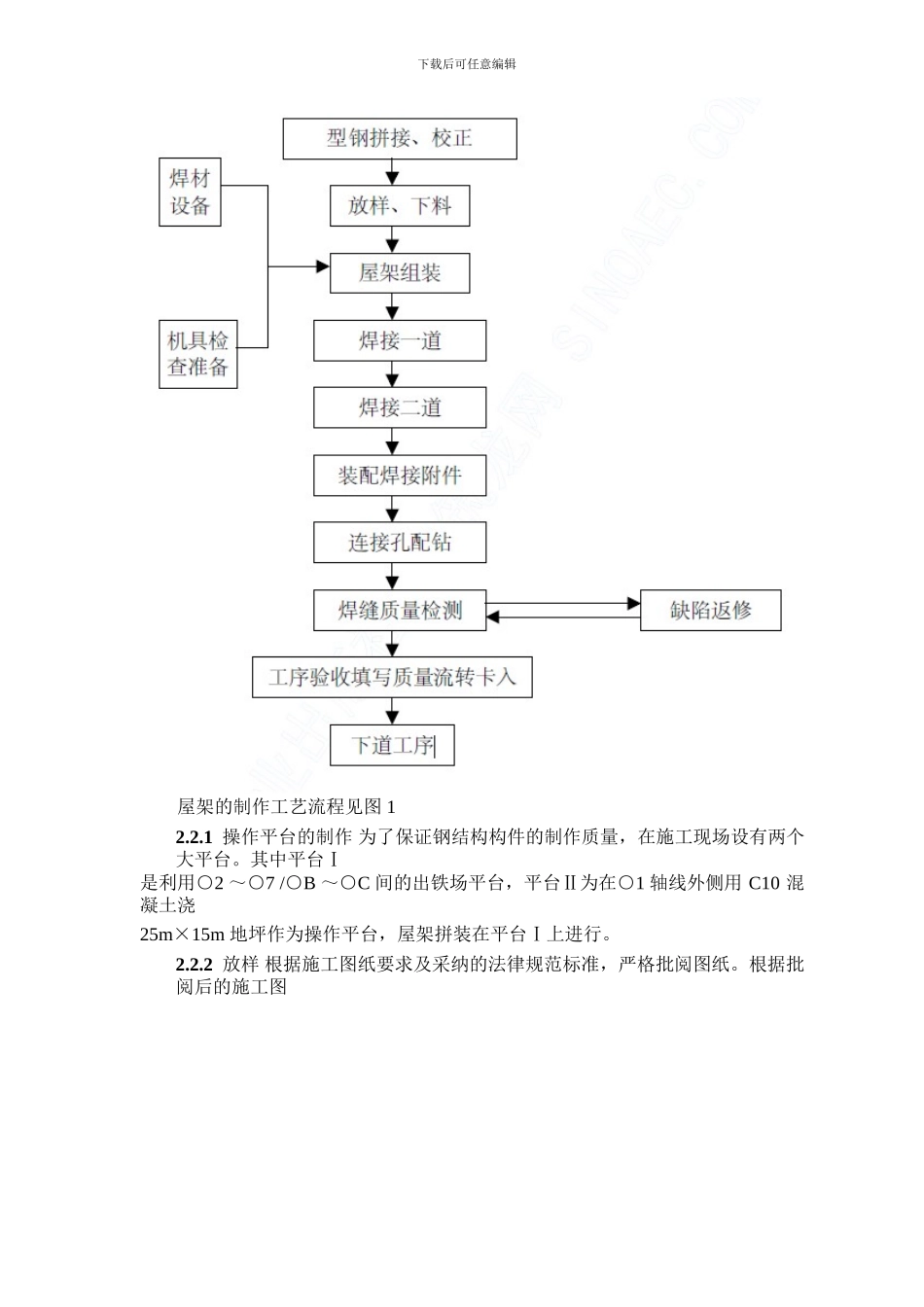
下载后可任意编辑屋架的制作工艺流程见图 12
1 操作平台的制作 为了保证钢结构构件的制作质量,在施工现场设有两个大平台
其中平台Ⅰ是利用○2 ~○7 /○B ~○C 间的出铁场平台,平台Ⅱ为在○1 轴线外侧用 C10 混凝土浇25m×15m 地坪作为操作平台,屋架拼装在平台Ⅰ上进行
2 放样 根据施工图纸要求及采纳的法律规范标准,严格批阅图纸
根据批阅后的施工图下载后可任意编辑进行现场的施工放样,放样按 1︰1 的比例实物放样进行,制作出样板和样杆,作为下料加工的依据
样板和样杆应注明工号、图号、件号、数量等,样板、样 杆应妥善保管,直至工程结束方可销毁
放样划线时,应清楚标明装配标记、螺 孔标注、加强板的位置方向、倾斜标记及中心线、基准线和检验线,必要时制作 样板
注意预留制作,安装时的焊接收缩余量(按 2mm 考虑);切割、刨边和铣加工余量;安装预留尺寸要求
划线前,材料 的弯曲和变形应予以矫正
放样和样板的允许偏差见表 1
项目允许偏差表 1平行线距离和分段尺寸±0
5mm对角线差1
0mm宽度、长度±0
5mm加工样板角度±20′孔距±0
5mm质量检验方法:用钢尺检测2
3 下料根据样板和配料表进行套裁,尽可能节约材料,同时便于切割
钢材下料采 用气割,型材采纳切割,以保证