运动控制器的程序设计 本系统采用的下位机为翠欧运动控制器 MC206,根据本课题的规定,为了方便进行系统的调试和控制,缠绕机的工作方式分为手动、自动和半自动三种[7]
手开工作状态是单独控制小车轴和主轴的运动来实现指定缠绕;自开工作状态是控制主轴和小车同时运动;半自开工作状态是运用其 BASIC 语言用电子齿轮运动,其中齿轮比是可调的
自动控制方式下,为实现玻璃钢的锥形的同时缠绕,Trio basic 语言中的 MOVELINK 命令能够实现主轴和小车的运动,通过设定连接轴和被连接轴的加减速的距离,从而实现预期缠绕
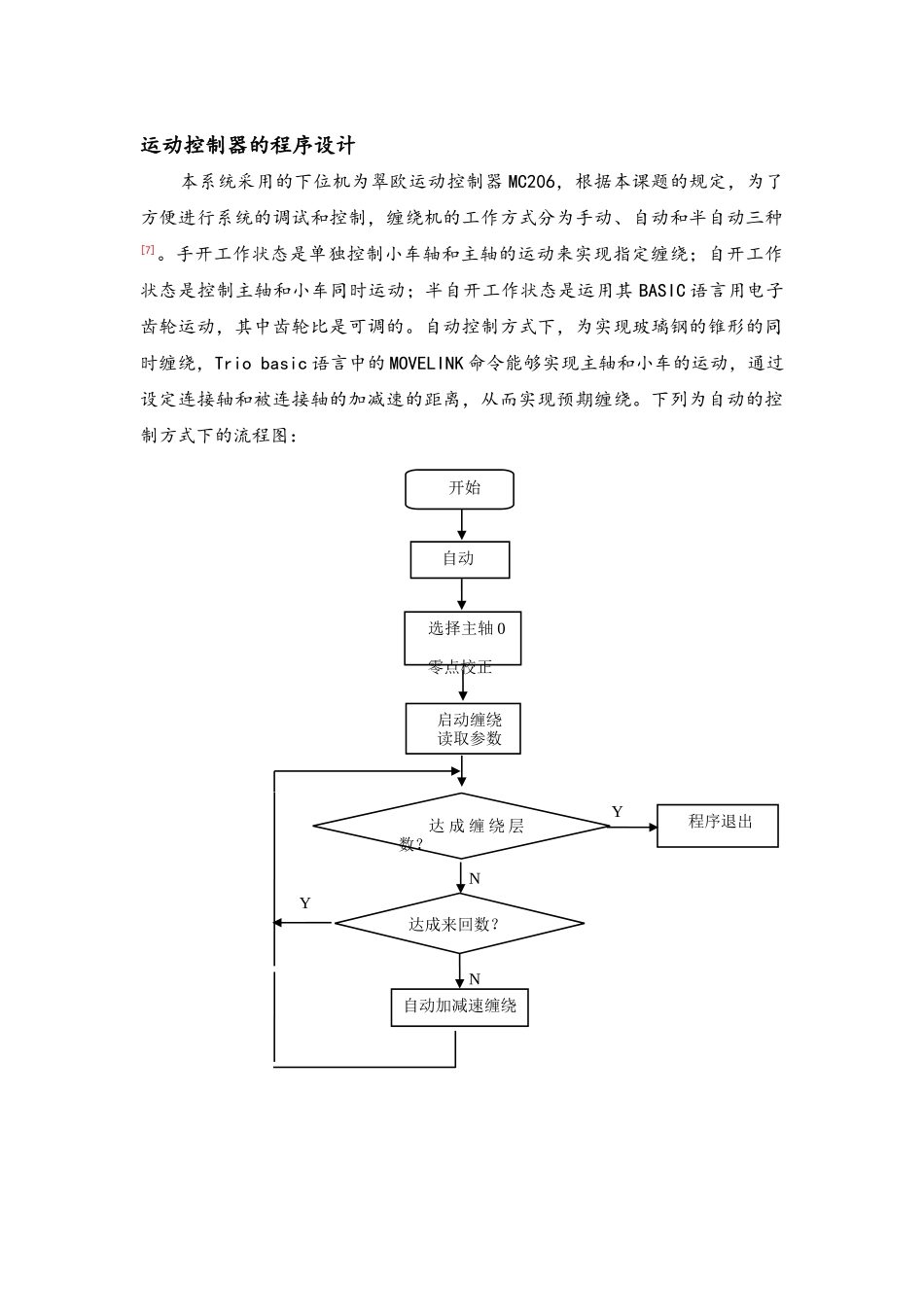
下列为自动的控制方式下的流程图: 开始 自动 选择主轴 0 零点校正 程序退出 达 成 缠 绕 层数
启动缠绕 读取参数NY达成来回数
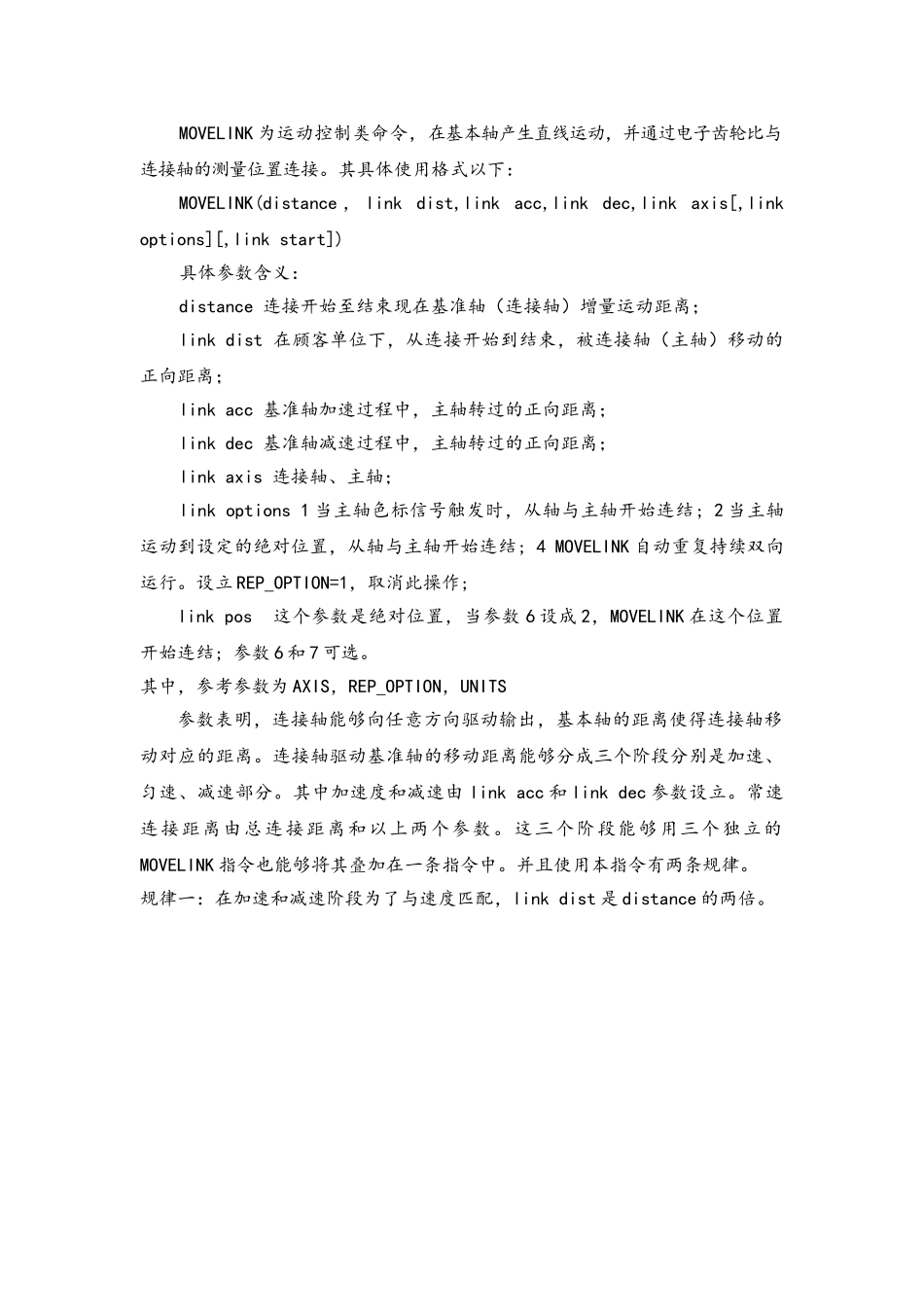
Y自动加减速缠绕NMOVELINK 为运动控制类命令,在基本轴产生直线运动,并通过电子齿轮比与连接轴的测量位置连接
其具体使用格式以下:MOVELINK(distance , link dist,link acc,link dec,link axis[,link options][,link start])具体参数含义:distance 连接开始至结束现在基准轴(连接轴)增量运动距离;link dist 在顾客单位下,从连接开始到结束,被连接轴(主轴)移动的正向距离;link acc 基准轴加速过程中,主轴转过的正向距离;link dec 基准轴减速过程中,主轴转过的正向距离;link axis 连接轴、主轴;link options 1 当主轴色标信号触发时,从轴与主轴开始连结; 2 当主轴运动到设定的绝对位置,从轴与主轴开始连结; 4 MOVELINK 自动重复持续双向运行
设立 REP_OPTION=1,取消此操作; link pos 这个参数是绝对位置,当参数 6 设成 2,MOVELINK 在这个位置开始连结; 参数