内部资料,请勿翻印 1
前言 第一部分:立昌产品及挤出设备说明 1.立昌熔融氟塑脂的品种介绍 2.电线押出设备的配置 3.挤出机的材质(螺缸及螺杆) 4.蜂巢板; 5.过滤网; 6
预热器 第二部挤出工艺 1.模具的配比方法及计算 2.挤出温度的设定 3.真空泵 4
冷却装置 5.高压测试 第三部分 常见异常的排除方法 内部资料,请勿翻印 前言 本手册是立昌氟塑料挤出成形时指导文件,由于氟塑料挤出工艺与其他电线绝缘材料成形工艺有许多不同点,本资料将针对其不同点重点论述
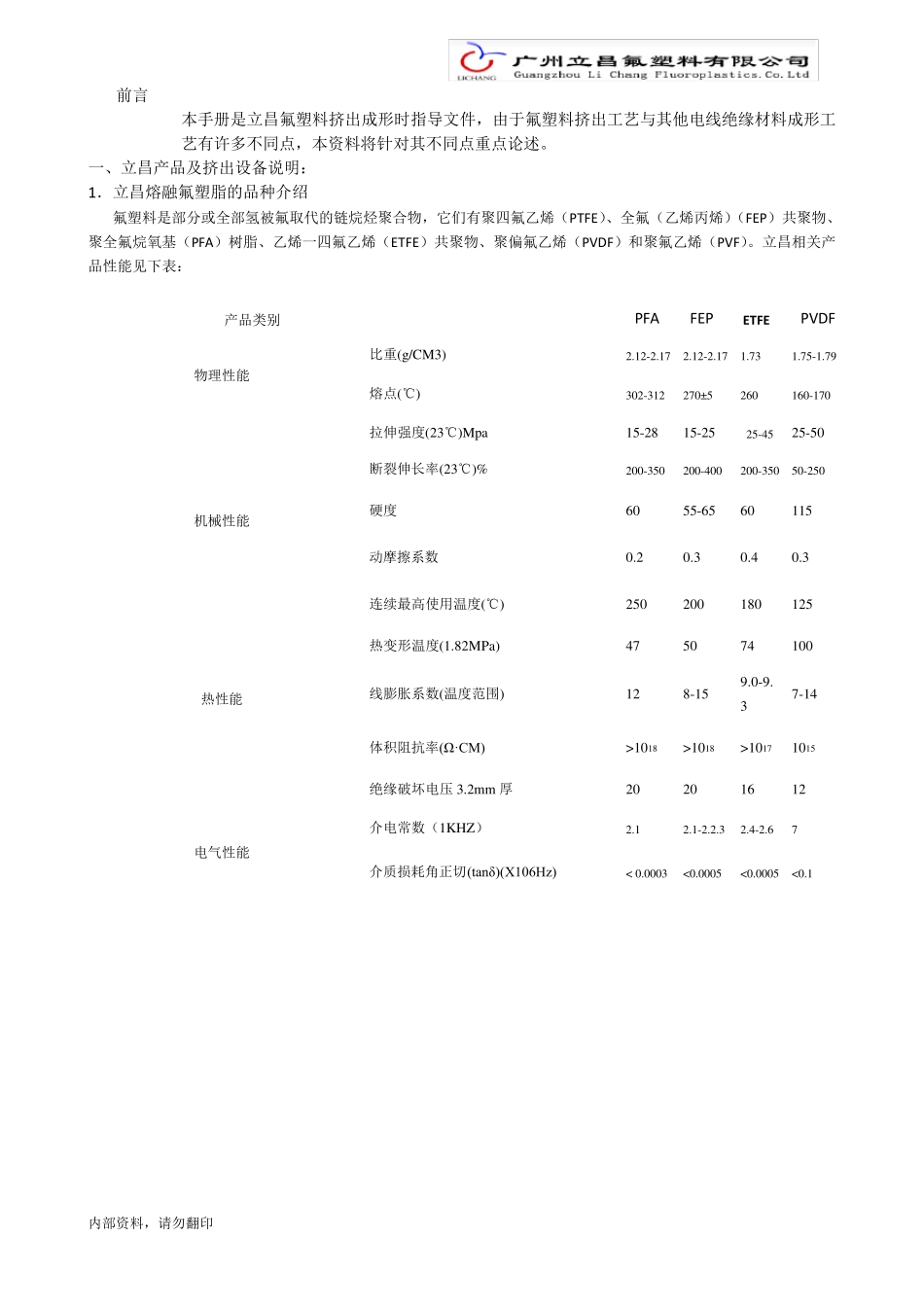
一、立昌产品及挤出设备说明: 1.立昌熔融氟塑脂的品种介绍 氟塑料是部分或全部氢被氟取代的链烷烃聚合物,它们有聚四氟乙烯(PTFE)、全氟(乙烯丙烯)(FEP)共聚物、聚全氟烷氧基(PFA)树脂、乙烯一四氟乙烯(ETFE)共聚物、聚偏氟乙烯(PVDF)和聚氟乙烯(PVF)
立昌相关产品性能见下表: 产品类别 PFA FEP ETFE PVDF 物理性能 比重(g/CM3) 2
79 熔点(℃) 302-312 270±5 260 160-170 机械性能 拉伸强度(23℃)Mpa 15-28 15-25 25-45 25-50 断裂伸长率(23℃)% 200-350 200-400 200-350 50-250 硬度 60 55-65 60 115 动摩擦系数 0
3 连续最高使用温度(℃) 250 200 180 125 热性能 热变形温度(1
82MPa) 47 50 74 100 线膨胀系数(温度范围) 12 8-15 9
3 7-14 体积阻抗率(Ω·CM) >1018 >1018 >1017 1015 电气性能 绝缘破坏电压 3
2mm 厚 20 20 16 12 介电常数(1KHZ) 2