第十章、模具型腔表面标准:10
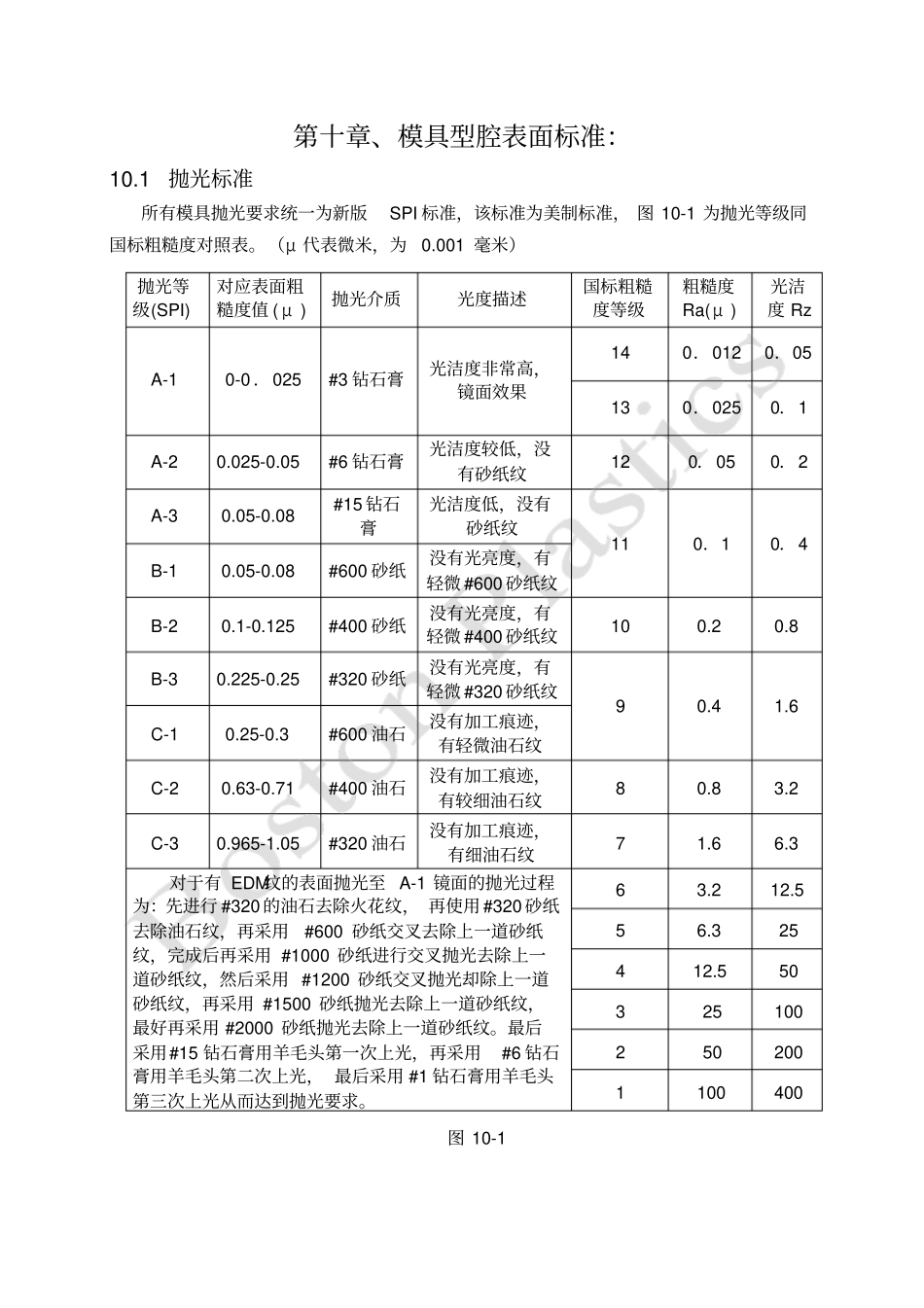
1抛光标准所有模具抛光要求统一为新版SPI 标准,该标准为美制标准, 图 10-1 为抛光等级同国标粗糙度对照表
(μ 代表微米,为0
001 毫米)抛光等级(SPI) 对应表面粗糙度值 ( μ ) 抛光介质光度描述国标粗糙度等级粗糙度Ra(μ ) 光洁度 Rz A-1 0-0 .025 #3 钻石膏光洁度非常高,镜面效果140.012 0.05 130.025 0.1 A-2 0
05 #6 钻石膏光洁度较低,没有砂纸纹120.05 0.2 A-3 0
08 #15 钻石膏光洁度低,没有砂纸纹110.1 0.4 B-1 0
08 #600 砂纸没有光亮度,有轻微 #600 砂纸纹B-2 0
125 #400 砂纸没有光亮度,有轻微 #400 砂纸纹100
8 B-3 0
25 #320 砂纸没有光亮度,有轻微 #320 砂纸纹90
6 C-1 0
3 #600 油石没有加工痕迹,有轻微油石纹C-2 0
71 #400 油石没有加工痕迹,有较细油石纹80
2 C-3 0
05 #320 油石没有加工痕迹,有细油石纹71
3 对于有 EDM纹的表面抛光至 A-1 镜面的抛光过程为:先进行 #320 的油石去除火花纹, 再使用 #320 砂纸去除油石纹,再采用#600 砂纸交叉去除上一道砂纸纹,完成后再采用 #1000 砂纸进行交叉抛光去除上一道砂纸纹,然后采用 #1200 砂纸交叉抛光却除上一道砂纸纹,再采用 #1500 砂纸抛光去除上一道砂纸纹,最好再采用 #2000 砂纸抛光去除上一道砂纸纹
最后采用#15 钻石膏用羊毛头第一次上光,再采用#6 钻石膏用羊毛头第二次上光, 最后采用 #1 钻石膏用羊毛头第三次上光从而达到抛光要