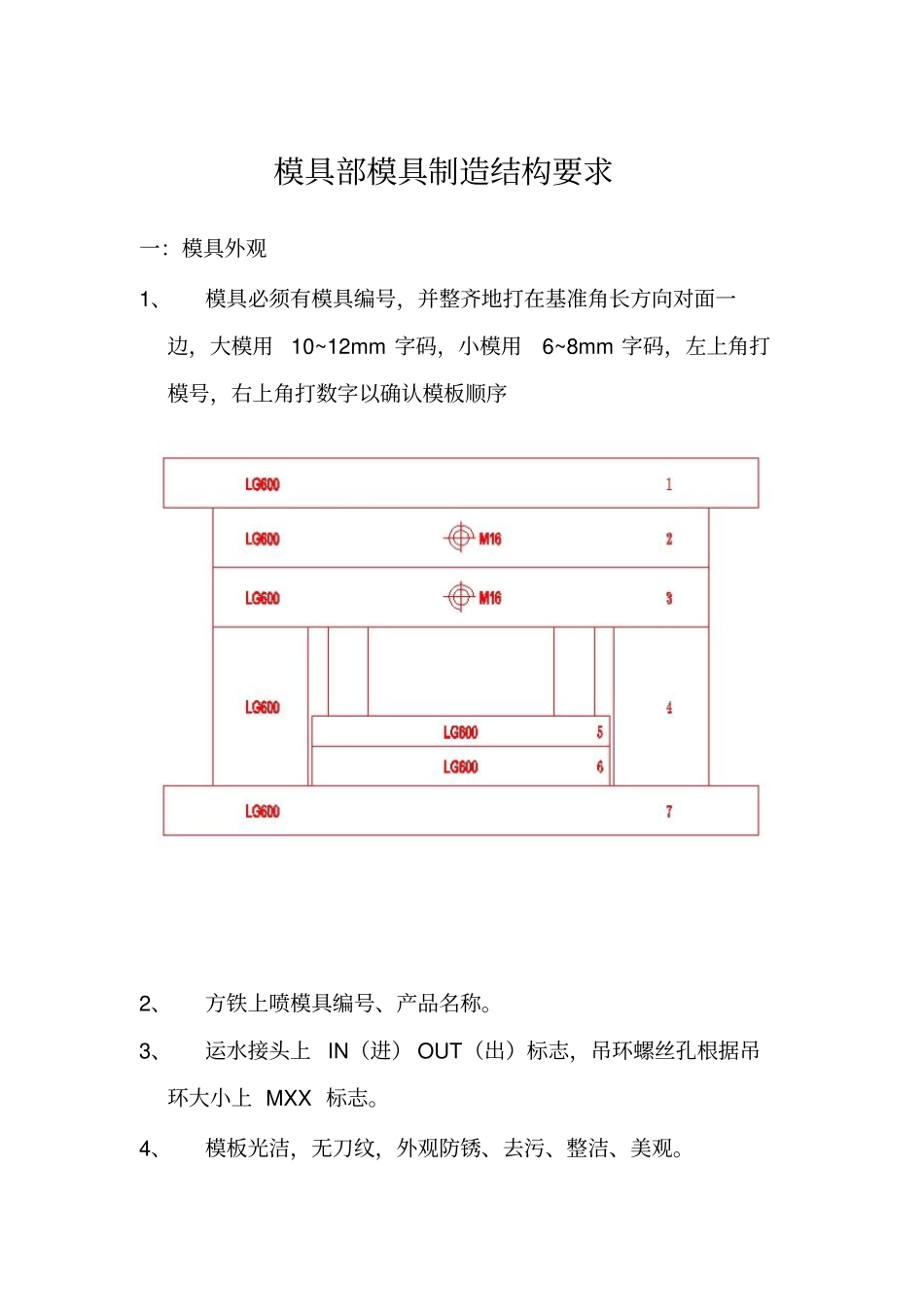
模具部模具制造结构要求一:模具外观1、模具必须有模具编号,并整齐地打在基准角长方向对面一边,大模用10~12mm 字码,小模用6~8mm 字码,左上角打模号,右上角打数字以确认模板顺序2、方铁上喷模具编号、产品名称
3、运水接头上 IN(进) OUT(出)标志,吊环螺丝孔根据吊环大小上 MXX 标志
4、模板光洁,无刀纹,外观防锈、去污、整洁、美观
二:模具基本要求1、冷却系统分布合理,尽量分布在热集中周围
(以设计基准为准)2、分型面做 KNOCK 精密定位防模具生产太久而产生分离运动,定位件可采用标准件
3、模具(前后模模胚)分型面有撬模坑,做45 度斜度,大模 30*30*10 (深),小模 20*20*10* (深)
4、所有尖锐边角(含螺丝孔们顶针板孔位均须倒角),导套做排气槽,在码板模上锣出
5、分型面做锁模块,以防运输过程模具脱离,大模必须做
6、行位(滑块)与顶针,斜顶正投影干涉时,必须做顶针复位机构
而顶针、斜顶应尽避免和行位相互干涉
7、行位、斜顶、耐磨块、压板都需热处理,较大行位除外
三:定位环机嘴1、位环外径一般情况下用¢99
特殊情况根据注塑机可用其它规格
2、定位环要藏入码模内深约10MM 左右,须与上码模板配合良好(间隙配合) ,无虚位,用螺丝固定
3、位环要将机嘴压住,防止漏胶,机嘴必须定位
4、机 嘴 配 合 射 嘴 圆 弧 采 用 大 模SPR19-20 左 右 , 小 模SPR13-15 左右,根据设计图纸为准
5、定位环、机嘴尽量采用标准件,以节省工期
6、模具啤塑要用加长炉嘴时,定位环内径不小于¢80
7、机嘴入水口尺寸小模保持¢4
0,大模¢ 5
0——¢ 5
5 斜度单边 1--2 度 ,根据实际情况而定
8、板模细水口模具之机嘴:用标准机嘴与水口板之间加工斜度配合,以防机嘴烧坏
9、特殊情况下,机嘴要进行适当的低度