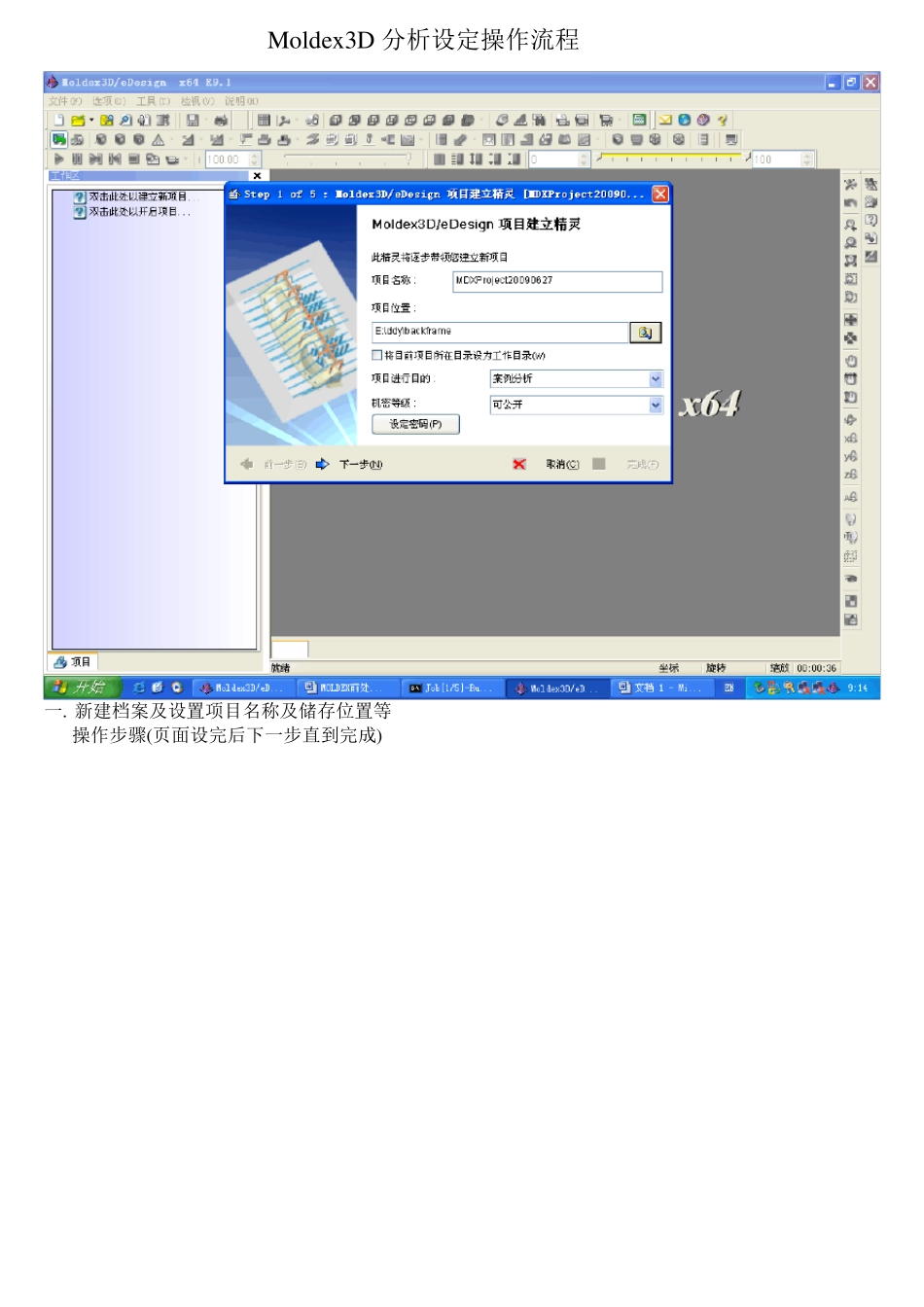
Mo ldex 3D 分析设定操作流程 一
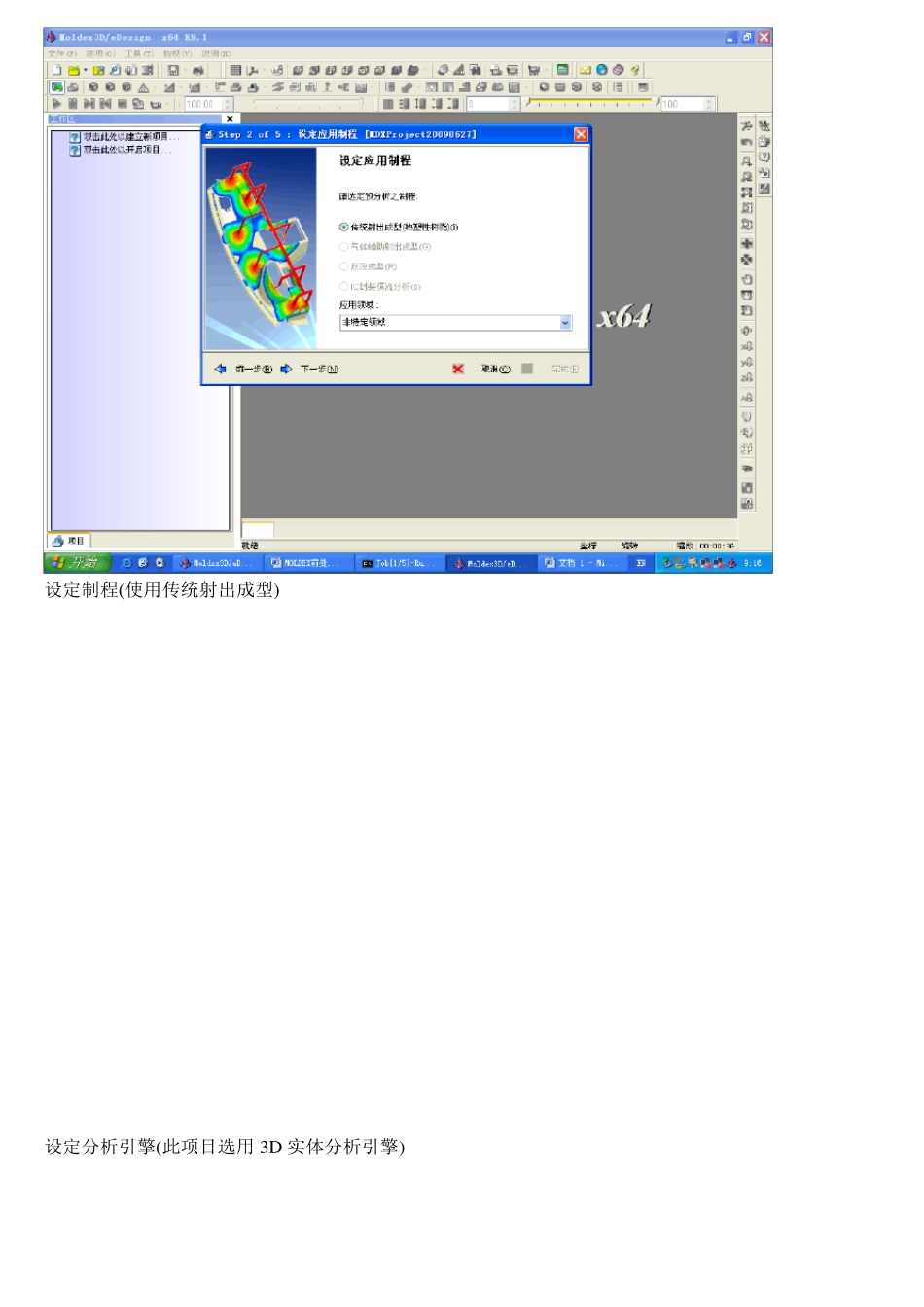
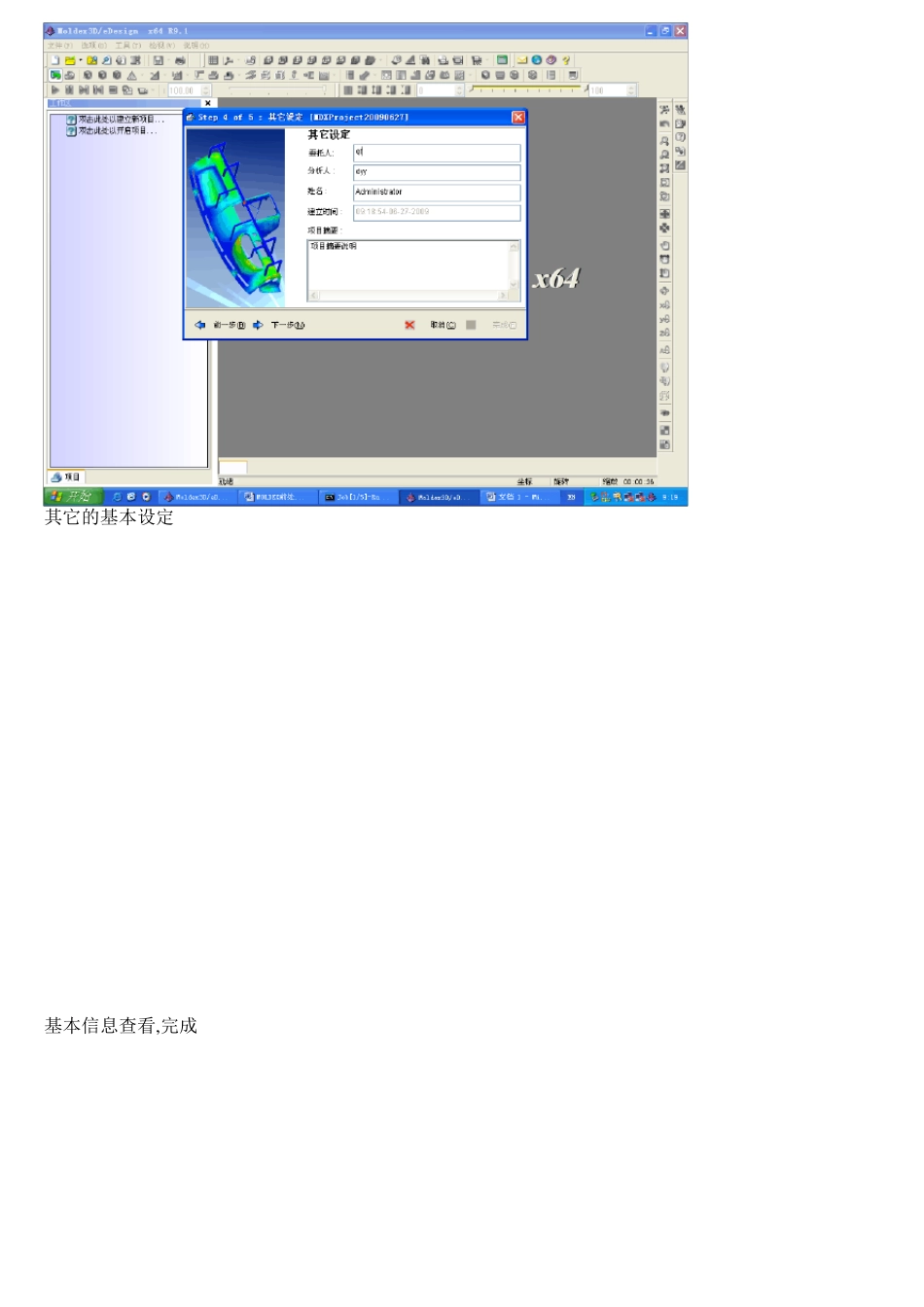
新建档案及设置项目名称及储存位置等 操作步骤(页面设完后下一步直到完成) 设定制程(使用传统射出成型) 设定分析引擎(此项目选用3D 实体分析引擎) 其它的基本设定 基本信息查看,完成 分析项目建立新组别 导入新的网格 查看模具尺寸,模穴体积(c c 数量,后续很常用的一项指标)等信息 设置新的材质(如果下拉菜单已有所需的材料可以选用,没有需新增) 第一项紫色菜单是已加入的项目的材料 第二项绿色菜单是用户使用过的材料 第三项红色菜单是软件收积的材料库 在材料库中找到所需材料右键加入项目 此项目选用 HIPS-POLY REX PH-888H 查看材料的信息 黏度 MFI 值(流动指数)-值越小越难流动(需在相同环境测试的值才能比较) 比容 Tg(玻璃转化温度点,塑胶在这个温度的时候会慢慢变软) 压力越大,比容越小,密度越大 比热(塑胶吸热有速度) 鼠标停留在坐标上,下面会出现相对应的温度及比热值 热传导系数(塑胶的温度传递) 鼠标停留在坐标上,下面会出现相对应的温度及热传导系数值 了解机械性质 材料内容 非流动温度(也叫固化温度,塑胶冷却到此温度会固化) 密度 查看完后关闭,下一步 建立新的成型条件 暂不了解模具的机台及成型压力等因素时选用CAE 分析设定界面 知道模具的机台可选射出机台设定界面(由多段设定/由射出时间),本次项目选第二项射出机台设定界面(由多段设定) 射出机台设定:如果下拉菜单中已有所需机台,直接选用;如果没有则新增 选择所需的机台型号 如HC-600-S(S代表此型号机台的螺杆大小,S最小,M 中等,L 最大) 检视 查看螺杆大小及机台压力 螺杆越小,机台的压力越大,射出的流率(CC 量)越小 完成后确认加入自定资料库 充填保压的设定 流率的多段设定 设为三段,第一段充填流道,此时压力降小不让它速度过快产生高