xxxx 生产工艺回顾性验证报告 验证编号: 药业有限公司 目 录 一、目的 二、验证程序描述 三、验证结果 1
支持数据收集和分析 2
产品质量回顾 四、偏差处理与变更 五、验证总结 一、目的 通过对批生产记录上数据的收集,确认现有的工艺、设备能保证产品质量达到预期的质量标准,并且工序稳定可控
二、验证程序描述 2011 年 1 月,验证小组根据已批准的《生产工艺回顾性验证方案》(文件编号:)对进行验证
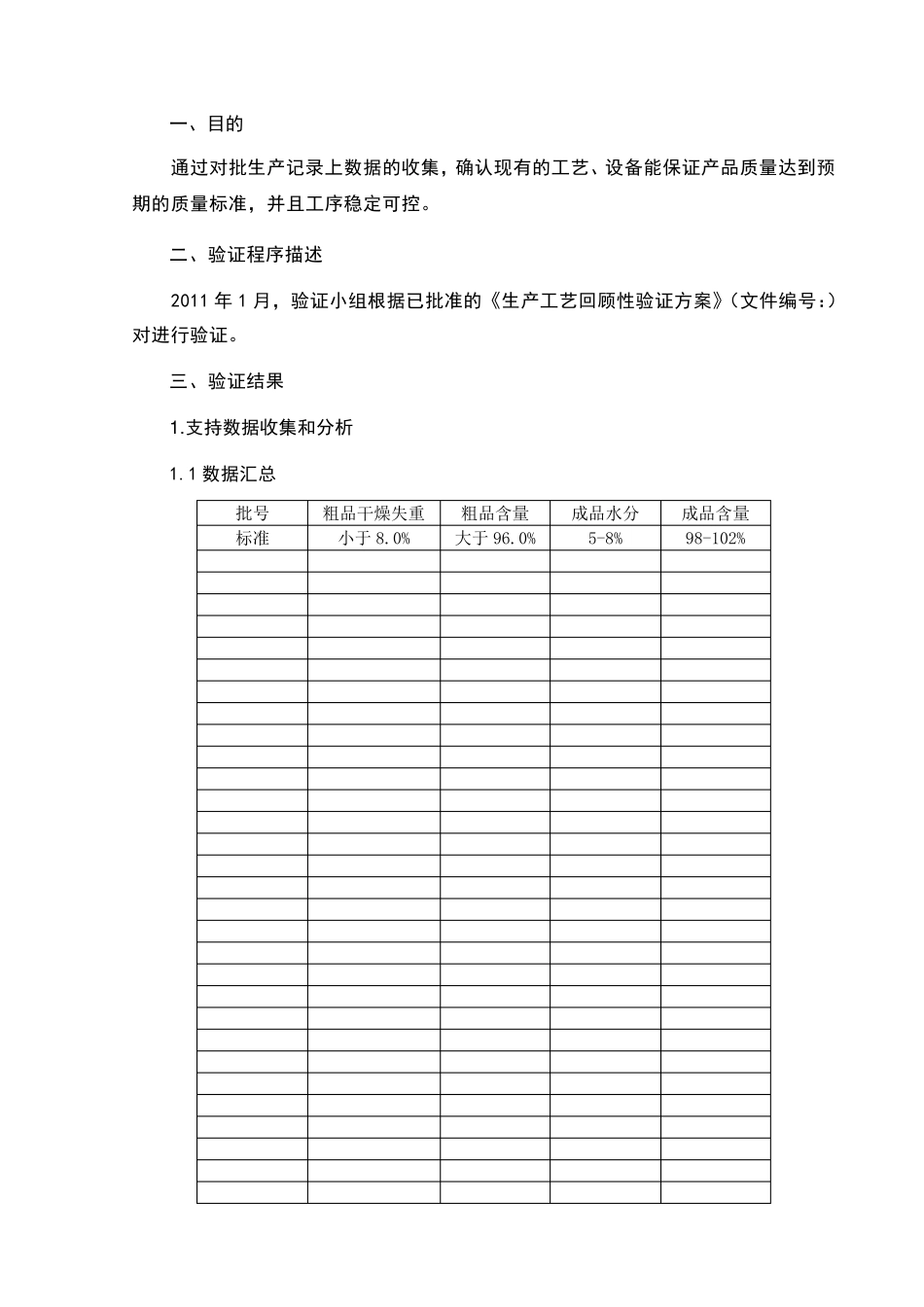
三、验证结果 1
支持数据收集和分析 1
1 数据汇总 批号 粗品干燥失重 粗品含量 成品水分 成品含量 标准 小于 8
0% 大于 96
0% 5-8% 98-102% 整理人/日期: 1
2 图表分析 3128252219161310741100
0%单独值_X =97
9%UCL=100
2%LCL=95
6%31282522191613107413
0%移动极差__MR=0
9%UCL=2
8%LCL=0
0%302520151099
0%观测值值102
0%LSL规格上限LSL0
96规格上限1
02规格102
0%组内整体规格标准差0
007646Cp1
31Cpk0
84PPM5793
19组内标准差0
01047Pp0
95Ppk0
61Cpm*PPM32727
50整体11粗品含量 的过程 Capability SixpackI 控制图移动极差控制图最后 25 个观测值能力直方图正态 概率图AD:0
900,P: 0
019能力图 粗品含量LCL在内控标准范围之内,平均值为97
Cp 值Cp>1
67 工序能力高,说明工序稳定可靠
31282522191613107418
0%单独值_X =4