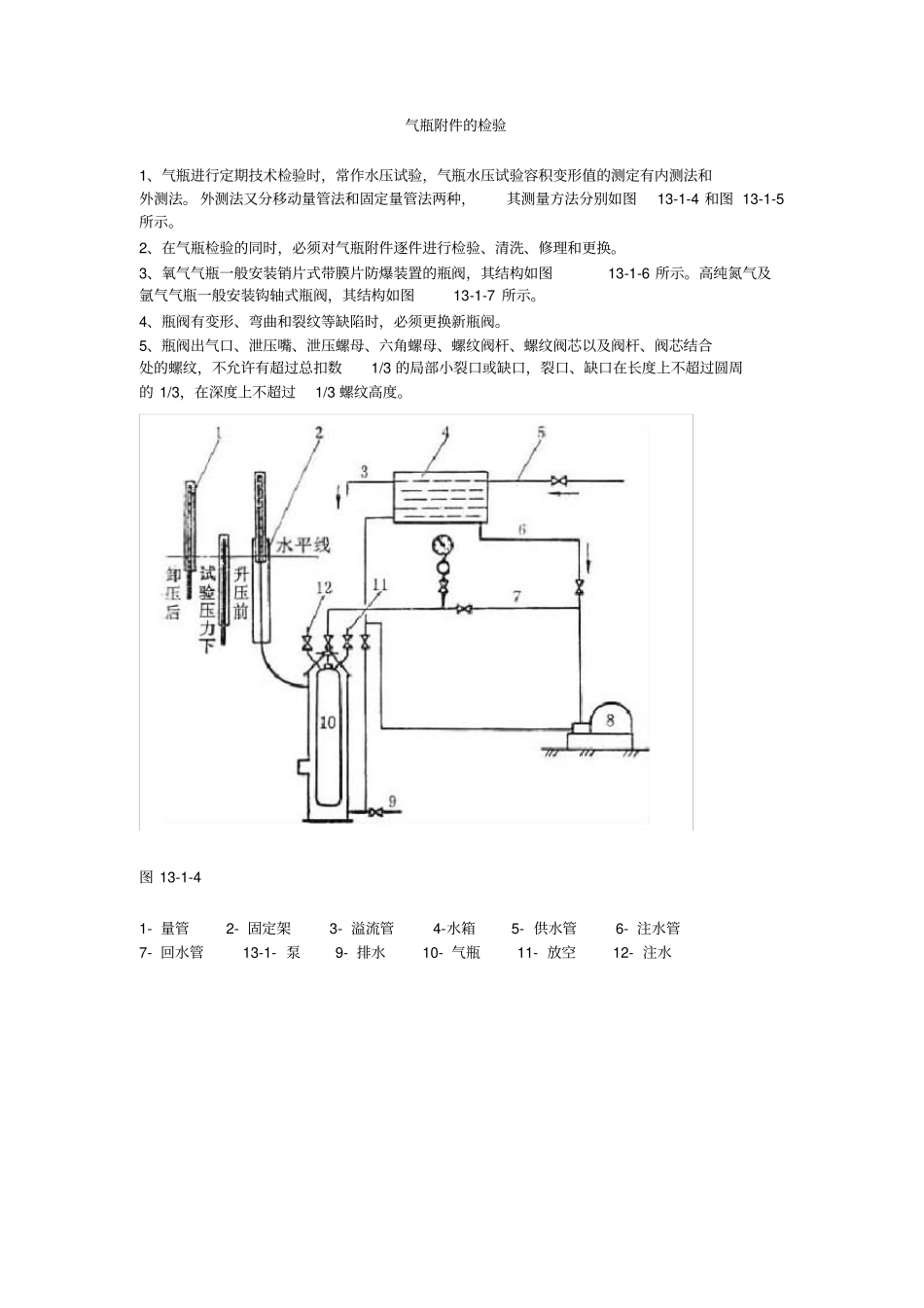
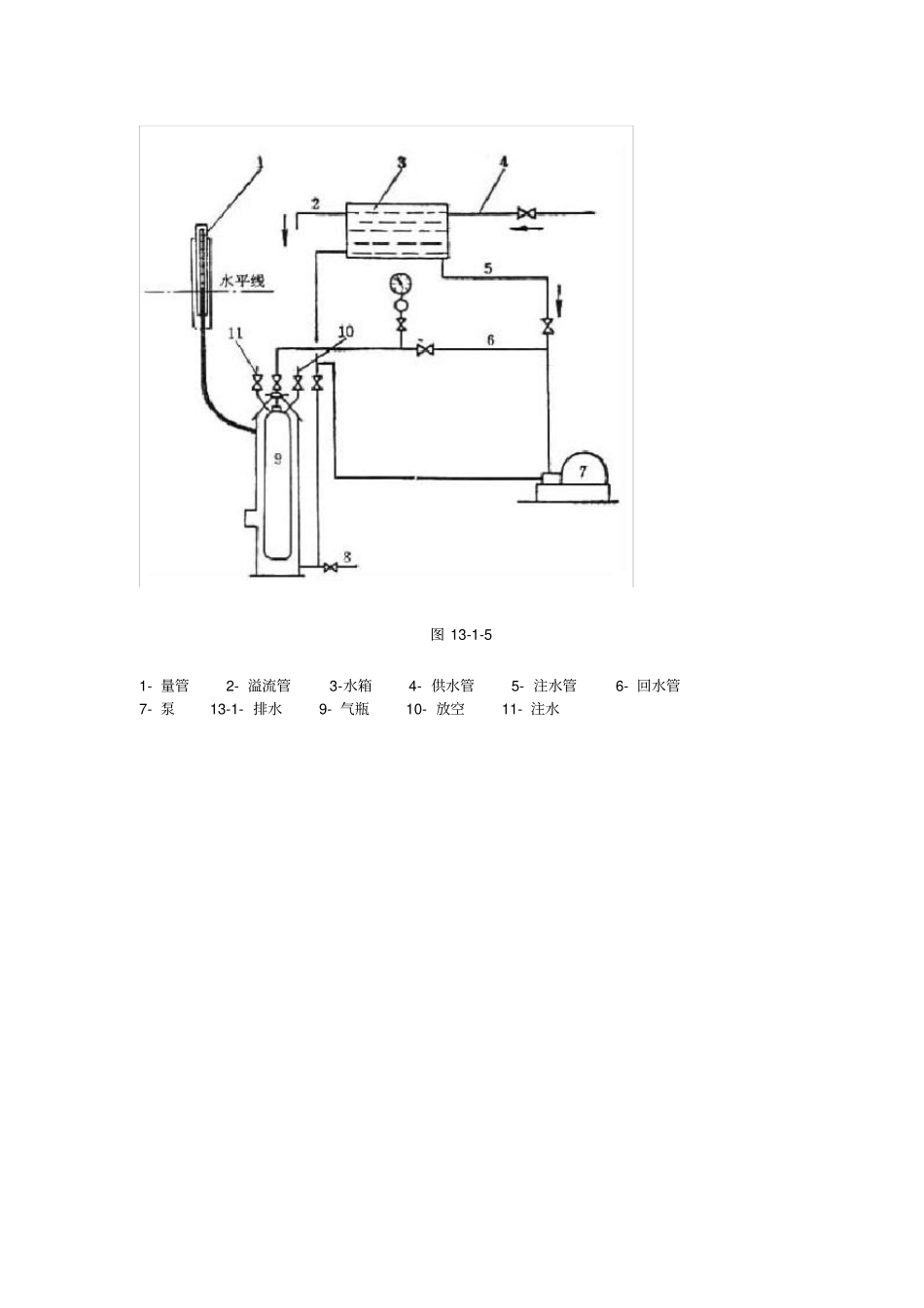
气瓶附件的检验1、气瓶进行定期技术检验时,常作水压试验,气瓶水压试验容积变形值的测定有内测法和外测法
外测法又分移动量管法和固定量管法两种,其测量方法分别如图13-1-4 和图 13-1-5所示
2、在气瓶检验的同时,必须对气瓶附件逐件进行检验、清洗、修理和更换
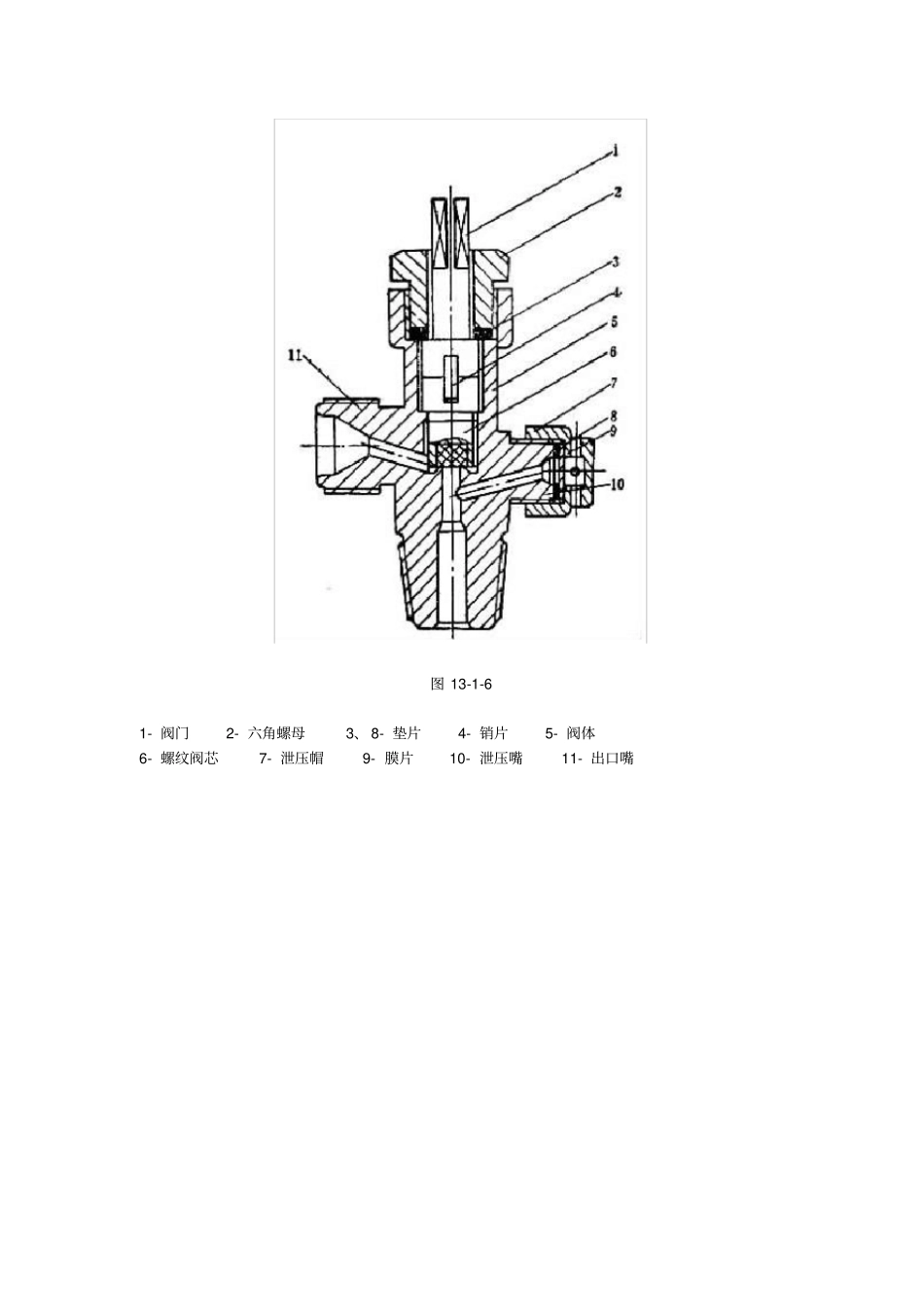
3、氧气气瓶一般安装销片式带膜片防爆装置的瓶阀,其结构如图13-1-6 所示
高纯氮气及氩气气瓶一般安装钩轴式瓶阀,其结构如图13-1-7 所示
4、瓶阀有变形、弯曲和裂纹等缺陷时,必须更换新瓶阀
5、瓶阀出气口、泄压嘴、泄压螺母、六角螺母、螺纹阀杆、螺纹阀芯以及阀杆、阀芯结合处的螺纹,不允许有超过总扣数1/3 的局部小裂口或缺口,裂口、缺口在长度上不超过圆周的 1/3,在深度上不超过1/3 螺纹高度
图 13-1-4 1- 量管2- 固定架3- 溢流管4-水箱5- 供水管6- 注水管7- 回水管13-1- 泵9- 排水10- 气瓶11- 放空12- 注水图 13-1-5 1- 量管2- 溢流管3-水箱4- 供水管5- 注水管6- 回水管7- 泵13-1- 排水9- 气瓶10- 放空11- 注水图 13-1-6 1- 阀门2- 六角螺母3、 8- 垫片4- 销片5- 阀体6- 螺纹阀芯7- 泄压帽9- 膜片10- 泄压嘴11- 出口嘴图 13-1-7 1- 螺母2- 手轮3- 螺纹阀杆4- 六角螺母5、6- 压阀7- 密封胶圈8- 阀芯9- 阀体10- 出口嘴6、瓶阀型号子和材质不符合瓶内气体要求的,必须更换
7、阀阀锥形尾部螺纹的最少有效扣数必须符合表13-1-3 的要求
表 13-1-3 类别公称工作压力 (Mpa)连续完整扣数最少有效扣数容积大于 12L 的气瓶8~15 5 10 <8 4 8 容积小于或等于12L 的气瓶≥4 8 <3 8 8、更换新阀或修理后的瓶阀安装前,必须用四氯化碳、二氯乙烷或乙醇等