文件编码:XXXX0001 工序 7-1 工站名称 锯切 使用设备 锯台 品名 XXXX 规格 长度 110mm 版本 01 版 一﹑作业前确认: 1
确认切削油量是否充足,气压是否足够
操作员必须配带手套及耳塞,注意安全
作业前必须做首件检验,检验数量为 10PCS
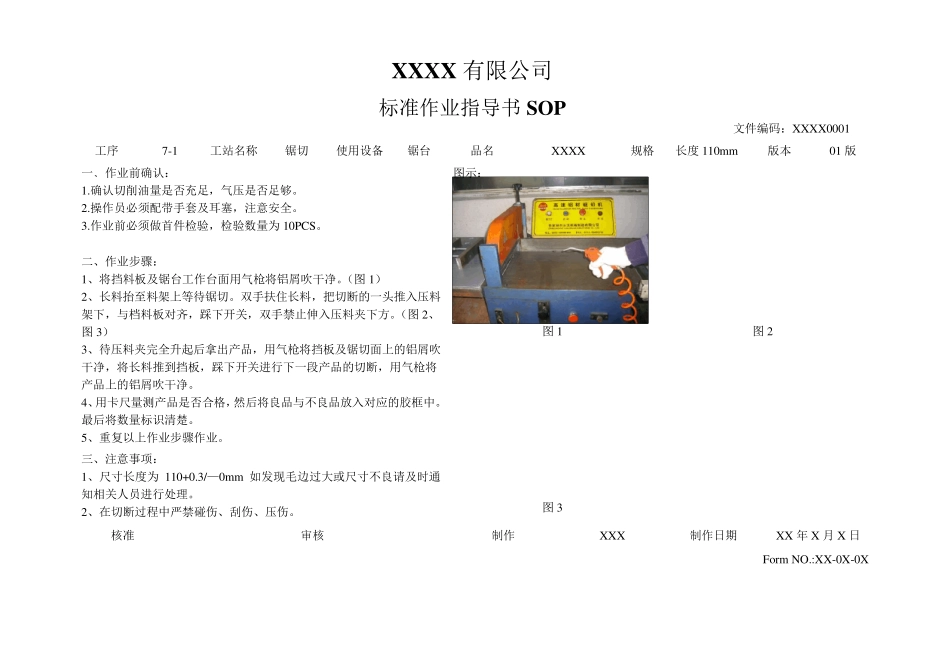
图示: 图 1 图 2 图 3 二、作业步骤: 1、将挡料板及锯台工作台面用气枪将铝屑吹干净
(图 1) 2、长料抬至料架上等待锯切
双手扶住长料,把切断的一头推入压料架下,与档料板对齐,踩下开关,双手禁止伸入压料夹下方
(图 2、图 3) 3、待压料夹完全升起后拿出产品,用气枪将挡板及锯切面上的铝屑吹干净,将长料推到挡板,踩下开关进行下一段产品的切断,用气枪将产品上的铝屑吹干净
4、用卡尺量测产品是否合格,然后将良品与不良品放入对应的胶框中
最后将数量标识清楚
5、重复以上作业步骤作业
三、注意事项: 1、尺寸长度为 110+0
3/—0mm 如发现毛边过大或尺寸不良请及时通知相关人员进行处理
2、在切断过程中严禁碰伤、刮伤、压伤
核准 审核 制作 XXX 制作日期 XX 年 X 月 X 日 Form NO
:XX-0X-0X X X X X 有限公司 标准作业指导书 SOP 文件编码:XXX0001 工序 7-2 工站名称 (全检)外观 使用设备 / 品名 XX 规格 长度110mm 版本 01 版 一﹑作业前确认: 1
检查手套是否干净
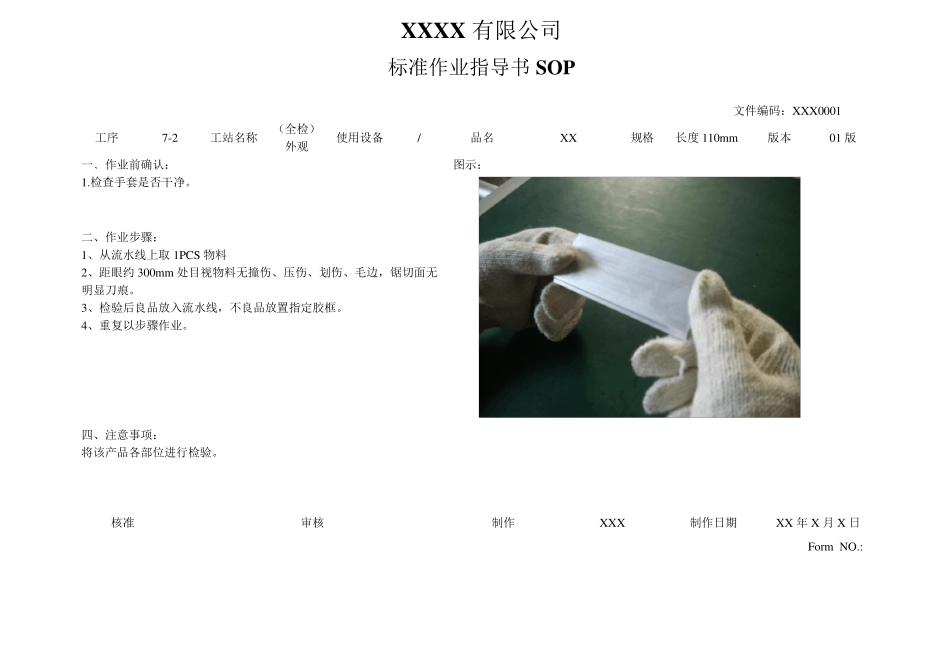
图示: 二、作业步骤: 1、从流水线上取 1PCS 物料 2、距眼约 300mm 处目视物料无撞伤、压伤、划伤、毛边,锯切面无明显刀痕
3、检验后良品放入流水线,不良品放置指定胶框
4、重复以步骤作业
四、注意事项: 将该产品各部位进行检验
核准 审核 制作 XXX 制作日期 XX 年 X 月 X 日 Form NO
: X X X X