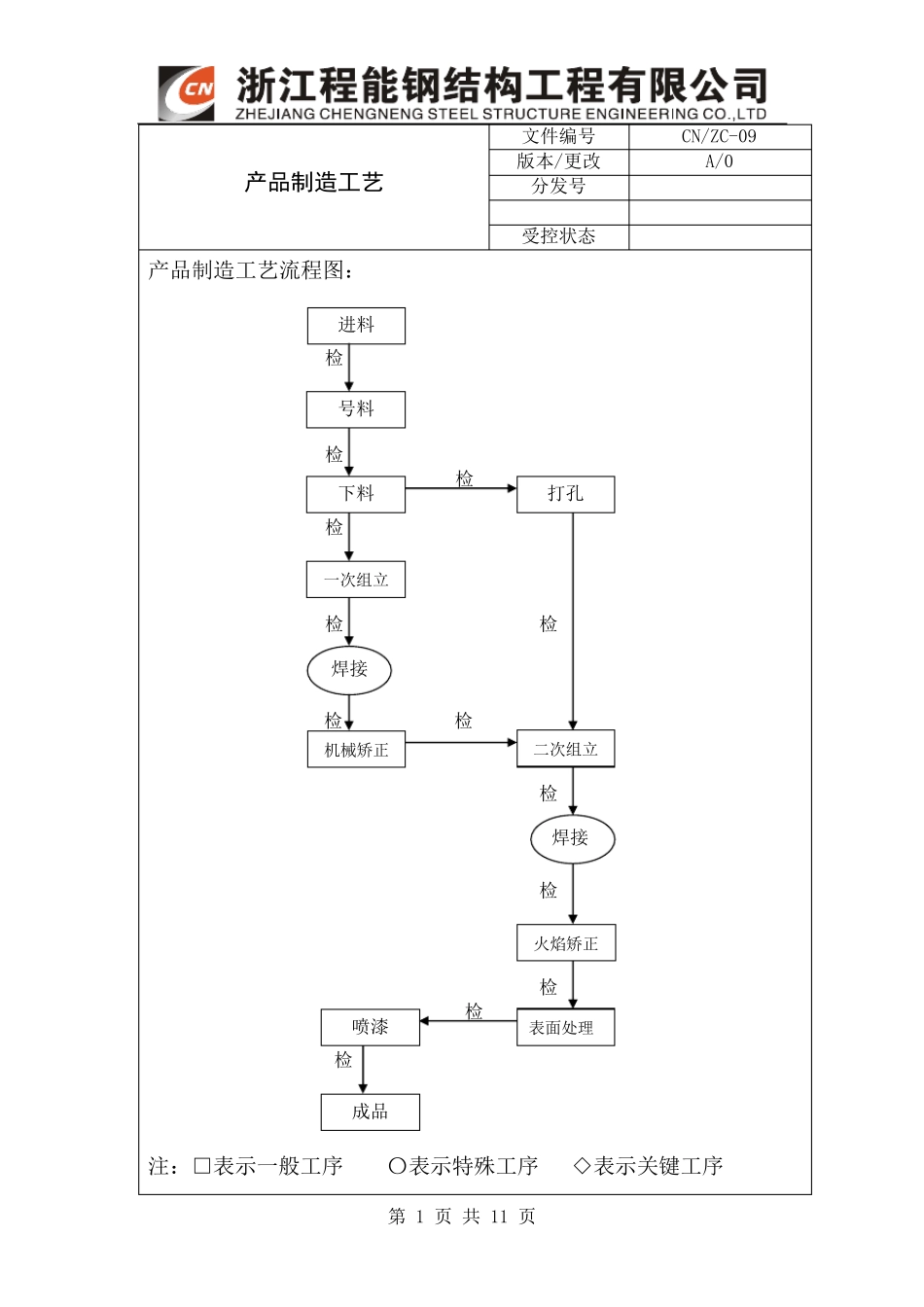
第 1 页 共 11 页 产品制造工艺 文件编号 CN/ZC-09 版本/更改 A/0 分发号 受控状态 产品制造工艺流程图: 检 检 检 检 检 检 检 检 检 检 检 检 检 注:□表示一般工序 〇表示特殊工序 ◇表示关键工序 号料 进料 焊接 打孔 焊接 一次组立 下料 机械矫正 二次组立 火焰矫正 表面处理 喷漆 成品 第 2 页 共 11 页 (一)钢结构生产、制作 1.1 一般钢结构生产过程主要有以下几点: A.放样:各施工过程如钢板下料切割,H 型钢组合,各部件和零件的组装,构件预拼件组装都需有专业放样工在加工面上和组装在样板上进行精确放样
放样后须经检验员检验,以确保零件、部件、构件加工的几何尺寸、形位公差、角度、安装接触面等的准确无误
B.下料切割(含坡口):包括气割、剪切和坡口,本公司下料切割的主要设备有多头数控切割机,小车式火焰切割机、坡口机、剪板机等
切割前应用矫正机对钢板或型材进行矫正
对接焊接钢板或型材还须进行检验和探伤,确认合格后才准切割
加工的要求应按公司内控标准检验切割面、几何尺寸、形位公差、切口截面、飞溅物等,检验合格后进行合理堆放,做上合格标识和零件编号
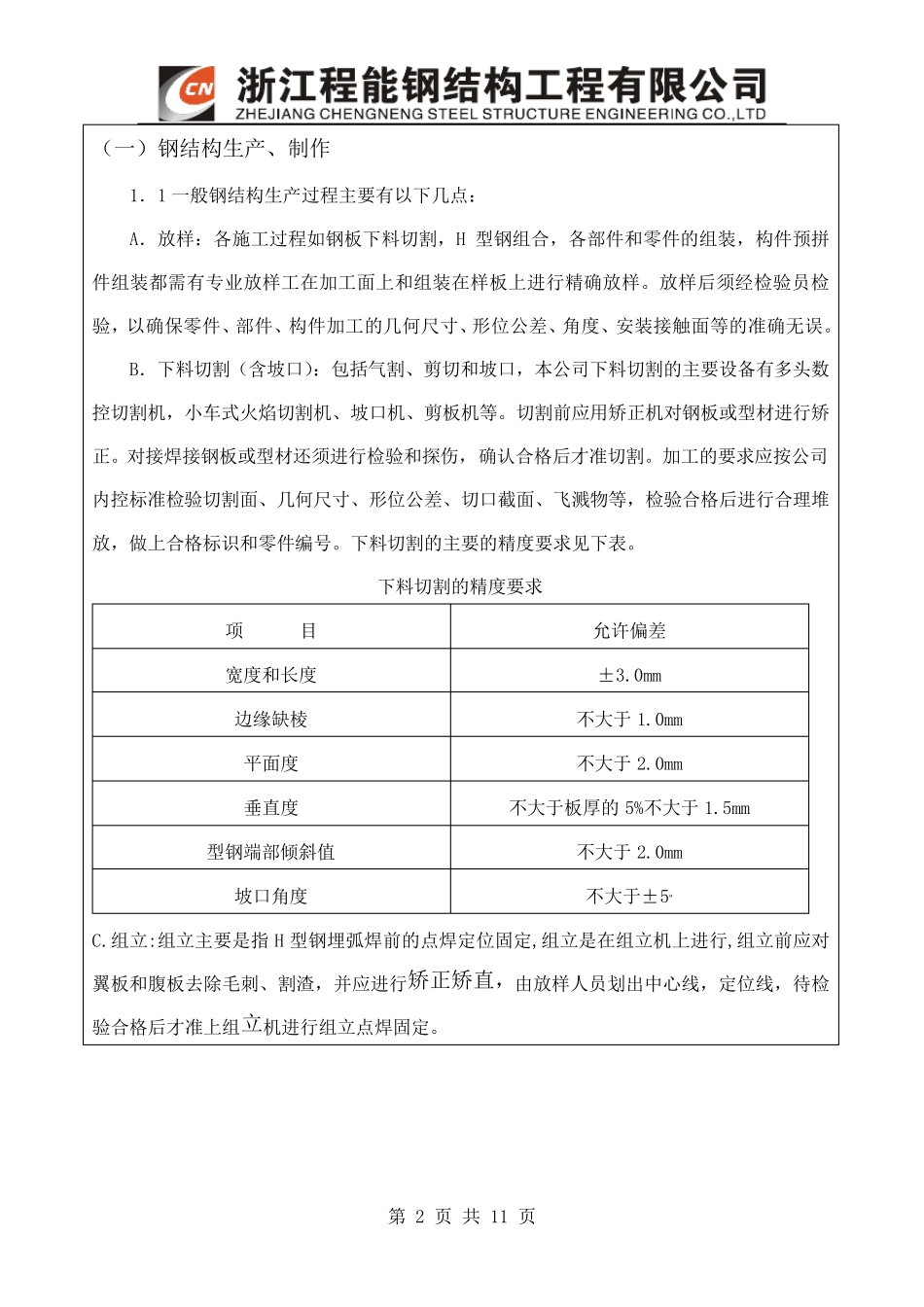
下料切割的主要的精度要求见下表
下料切割的精度要求 项 目 允许偏差 宽度和长度 ±3
0mm 边缘缺棱 不大于1
0mm 平面度 不大于2
0mm 垂直度 不大于板厚的 5%不大于1
5mm 型钢端部倾斜值 不大于2
0mm 坡口角度 不大于±5º C
组立 :组立 主要是 指 H 型钢埋 弧 焊前的点焊定 位固 定 ,组立 是 在组立 机上进行,组立 前应对翼 板和腹 板去 除 毛 刺 、割渣 ,并 应进行矫正矫直,由 放样人 员划 出 中 心 线 ,定 位线 ,待 检验合格后才准上组立 机进行组立 点焊固 定
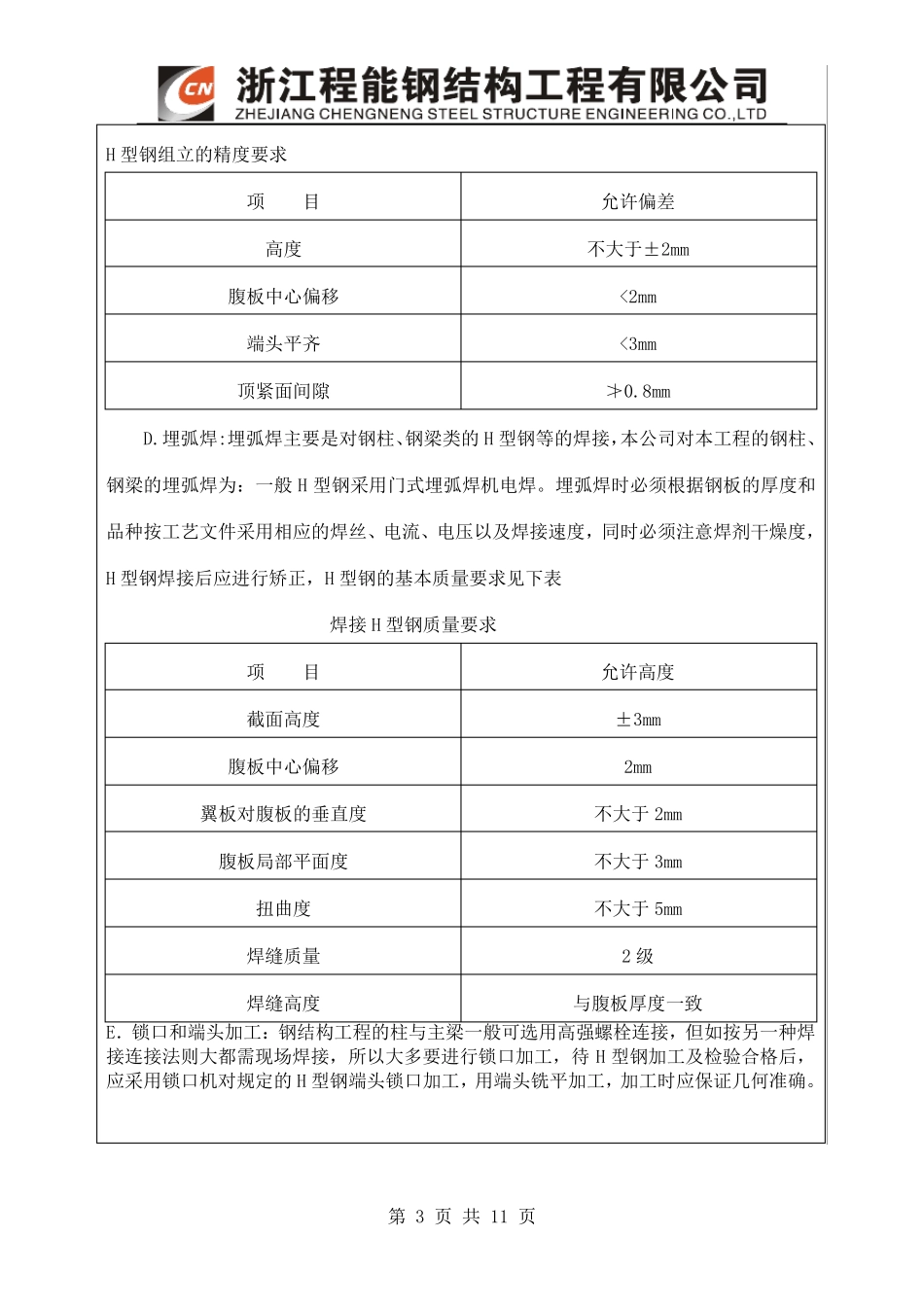
第 3 页 共 11 页 H 型钢组立的精度要求 项 目 允许