什么是“单腔双射技术”查老师出狠招--- 填补汽车模具二项国内空白 [复制链接] 老查 老查 当前离线奖励0 活动0 坛币0 精华0阅读权限100在线时间15 小时UID1136639帖子169技术100 贡献356 大米10000 积分1001注册时间2011-7-18 IP卡 狗仔卡专家填写邮件地址,订阅开思网精彩内容:查老师出狠招什么是“单腔双射技术” 双色模具又称多物料注塑模具,所用的注塑机是特殊的,配有二个或者二个以上料筒,可同时或者顺序注射二种或者二种以上不同的塑料,简称双色注塑机(多物料注塑机)双色模具与普通的注塑模具不同,一定会有二个或者二个以上的模腔,目前世界上常见的有动模旋转和动模平移二种模式
(另文会有详细的介绍)由于模具要顺序注射不同的塑料,动模必须要平移或者转动,所以模具会做的很大,相应的注塑机的容模空间也会很大,目前我国最大的双色注塑机是1420吨(浙江)
对于较大的注塑件,譬如小轿车上的“通风格栅”,一般的长度 在1600毫 米左 右 ,外 围 沿 边 有一圈 密 封 软胶 ,中 间是硬 的塑料(PP),要实 现 双色注塑就 比 较困 难 ,因 为 模具太 大了 ,估 计 在25吨左 右 ,按 比例 推 算 ,所配用的双色注塑机应该 是4000吨左 右 ,目前地球 上还 没 有出现
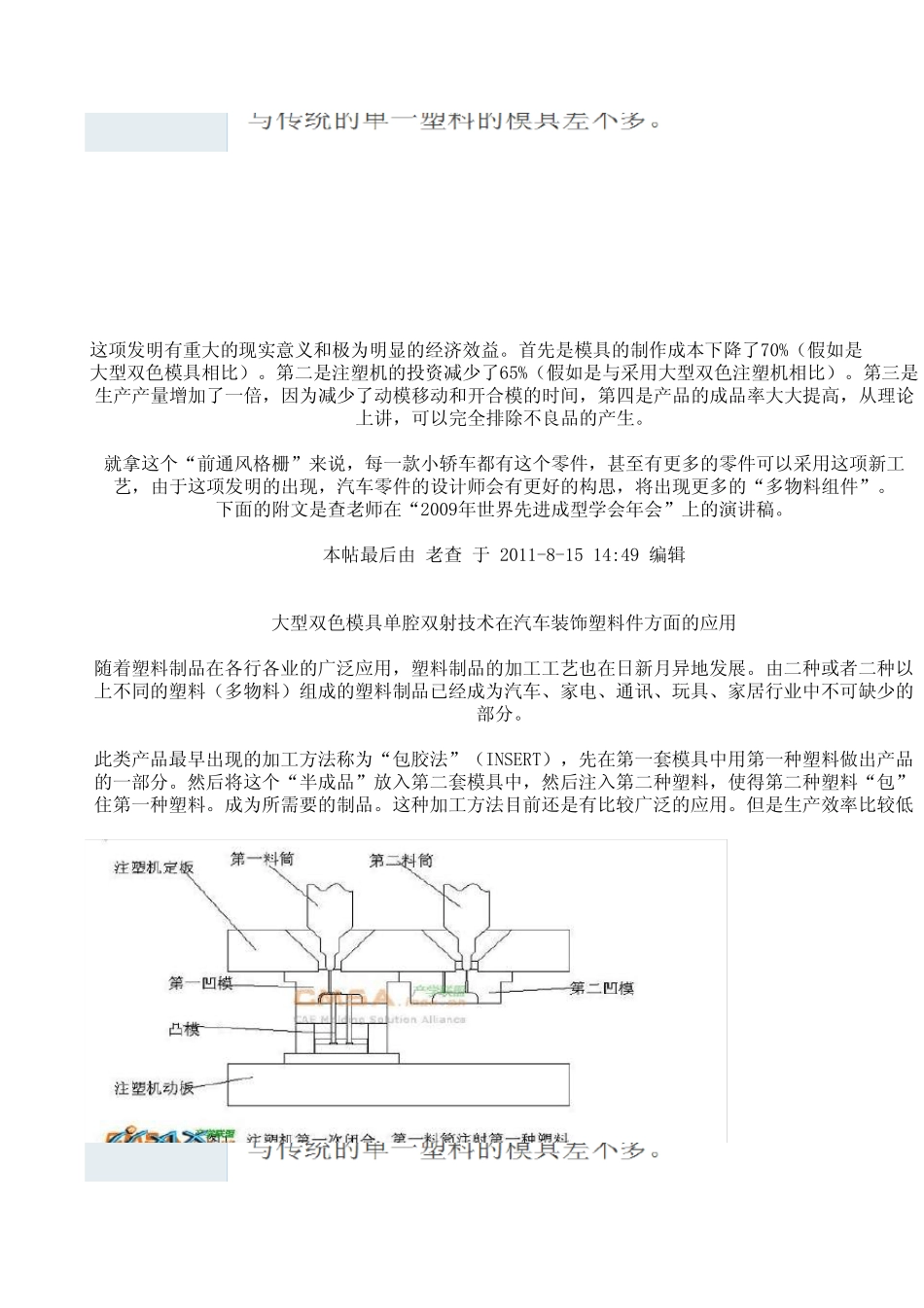
现 在汽车饰 件企 业 的生 产方 法 是这 样 的,先 用一台 注塑机和一套 模具将 中 间的硬 胶 部 分做出来 ,再 用第 二台 注塑机和第 二套 模具,将 第 一次 做出来 的半 成 品 放 到 第 二套 模具的模腔里 ,进 行 第 二次 注塑,得 到 最终 的产 品 ,这 种方法 称为 “包 胶 法 ”,由于注塑零 件会收 缩 和变 形 ,尺 寸 和形 状 会出现 不统 一的现 象 ,在放 入 第 二套 模具的过 程 中 会很困 难 并 且 被 压 伤