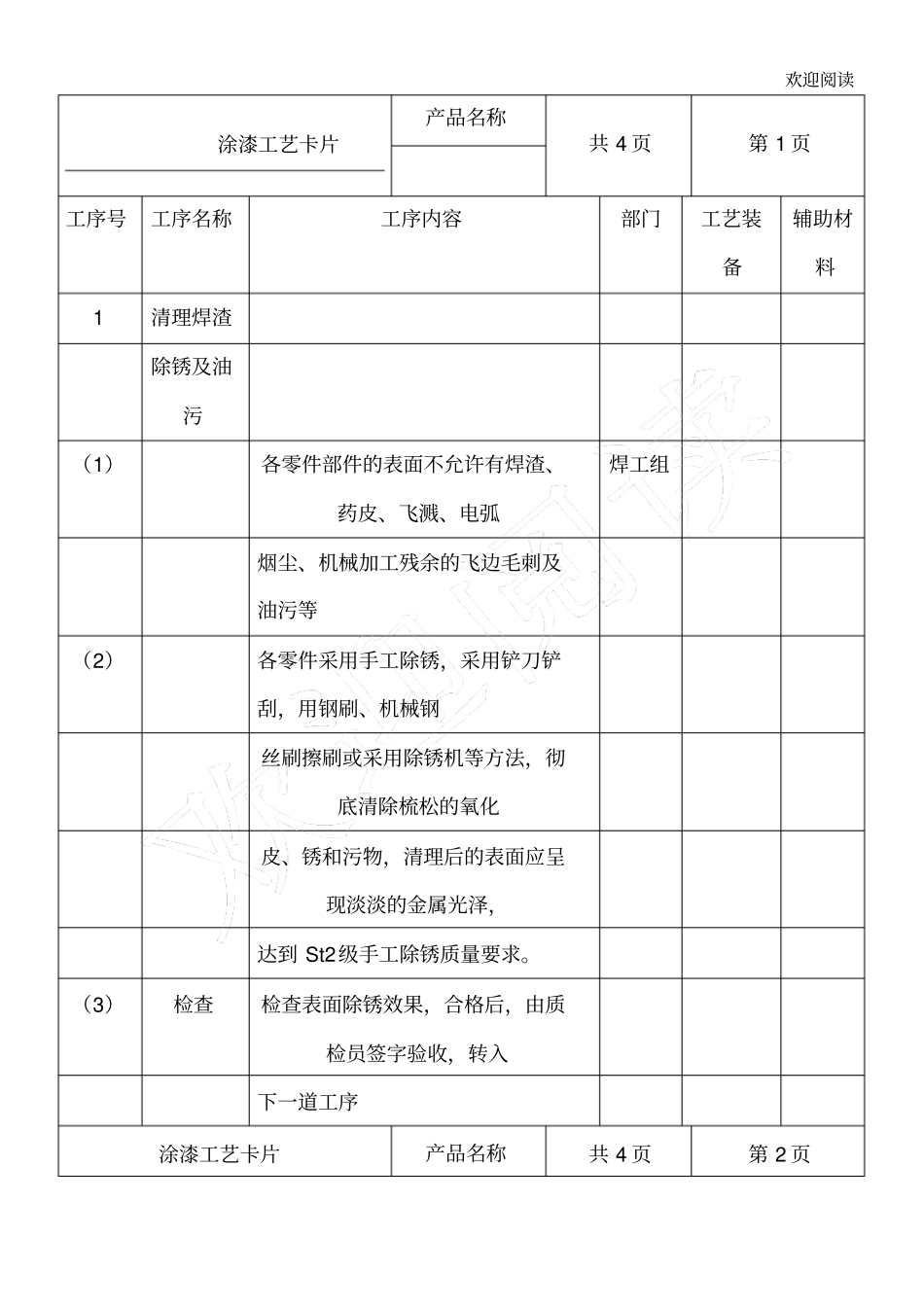
欢迎阅读涂漆工艺卡片产品名称共 4 页第 1 页工序号工序名称工序内容部门工艺装备辅助材料1 清理焊渣除锈及油污(1)各零件部件的表面不允许有焊渣、药皮、飞溅、电弧焊工组烟尘、机械加工残余的飞边毛刺及油污等(2)各零件采用手工除锈,采用铲刀铲刮,用钢刷、机械钢丝刷擦刷或采用除锈机等方法,彻底清除梳松的氧化皮、锈和污物,清理后的表面应呈现淡淡的金属光泽,达到 St2级手工除锈质量要求
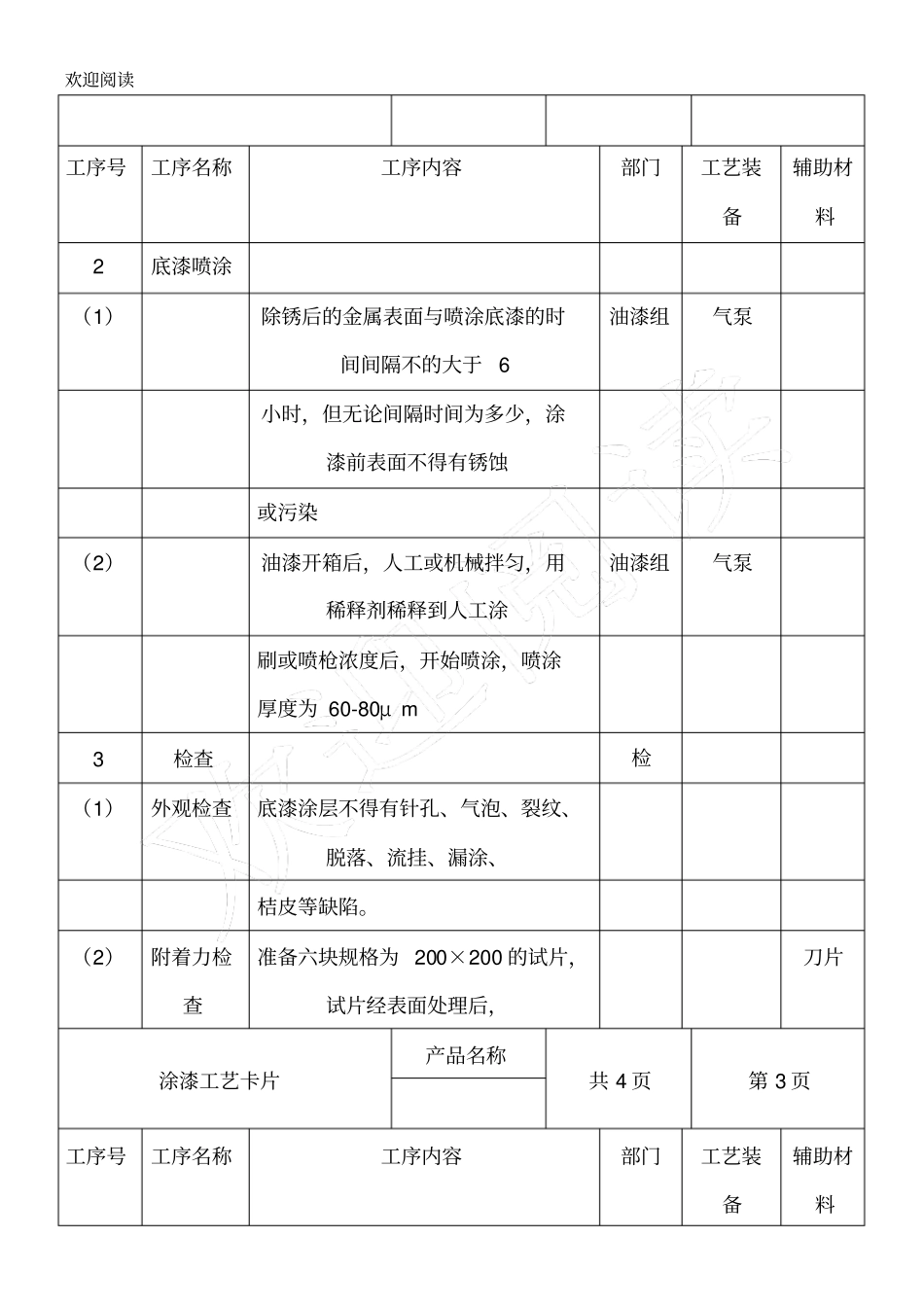
(3)检查检查表面除锈效果,合格后,由质检员签字验收,转入下一道工序涂漆工艺卡片产品名称共 4 页第 2 页欢迎阅读工序号工序名称工序内容部门工艺装备辅助材料2 底漆喷涂(1)除锈后的金属表面与喷涂底漆的时间间隔不的大于6 油漆组气泵小时,但无论间隔时间为多少,涂漆前表面不得有锈蚀或污染(2)油漆开箱后,人工或机械拌匀,用稀释剂稀释到人工涂油漆组气泵刷或喷枪浓度后,开始喷涂,喷涂厚度为 60-80μ m 3 检查检(1)外观检查底漆涂层不得有针孔、气泡、裂纹、脱落、流挂、漏涂、桔皮等缺陷
(2)附着力检查准备六块规格为 200×200 的试片,试片经表面处理后,刀片涂漆工艺卡片产品名称共 4 页第 3 页工序号工序名称工序内容部门工艺装备辅助材料欢迎阅读与产品涂装方式一样,涂上一层
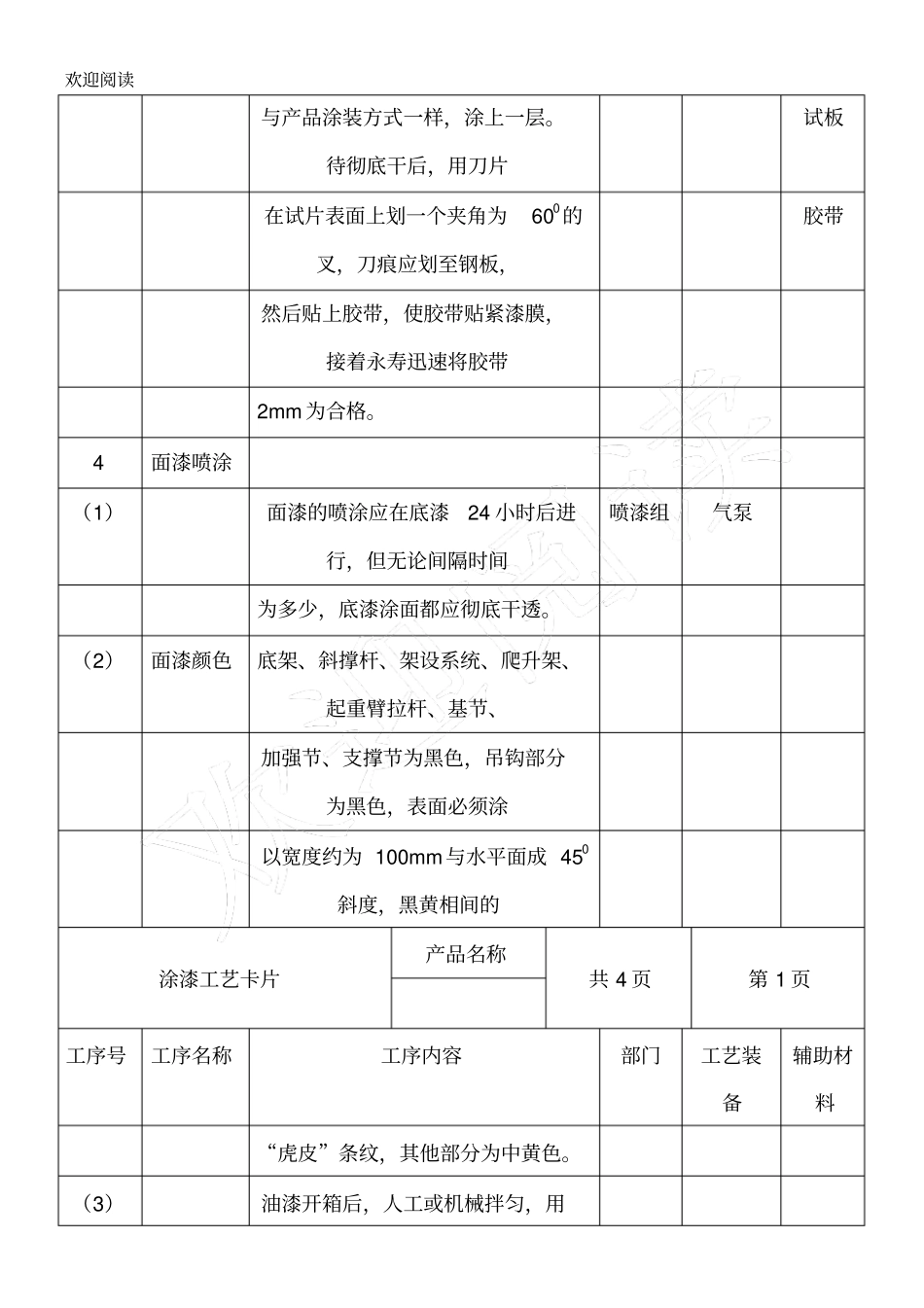
待彻底干后,用刀片试板在试片表面上划一个夹角为600的叉,刀痕应划至钢板,胶带然后贴上胶带,使胶带贴紧漆膜,接着永寿迅速将胶带2mm 为合格
4 面漆喷涂(1)面漆的喷涂应在底漆24 小时后进行,但无论间隔时间喷漆组气泵为多少,底漆涂面都应彻底干透
(2)面漆颜色底架、斜撑杆、架设系统、爬升架、起重臂拉杆、基节、加强节、支撑节为黑色,吊钩部分为黑色,表面必须涂以宽度约为 100mm与水平面成 450斜度,黑黄相间的涂漆工艺卡片产品名称共 4 页第 1 页工序号工序名称工序内容部门工艺装备辅助材料“虎皮”条纹,其他部分