关于电子雕刻机起雕网点不正常的分析 一、什么是起雕网点 我们现有的电子雕刻机采用的是电磁驱动雕刻头雕刻,在正弦信号上叠加直流分量经过放大后驱动雕刻头,正弦信号可以让雕刻刀高速摆动,直流控制雕刻刀靠近滚筒的距离
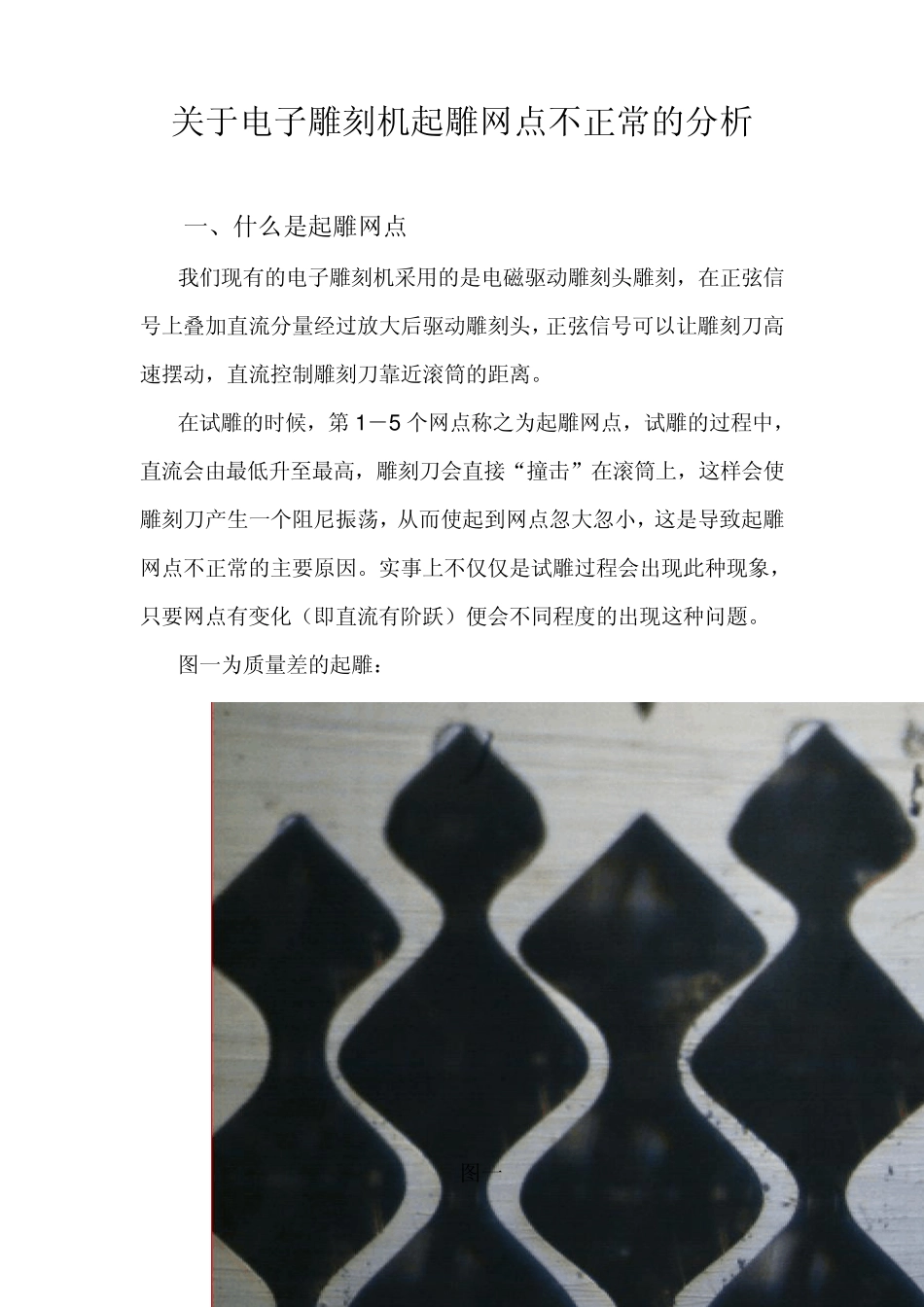
在试雕的时候,第1 -5 个网点称之为起雕网点,试雕的过程中,直流会由最低升至最高,雕刻刀会直接“撞击”在滚筒上,这样会使雕刻刀产生一个阻尼振荡,从而使起到网点忽大忽小,这是导致起雕网点不正常的主要原因
实事上不仅仅是试雕过程会出现此种现象,只要网点有变化(即直流有阶跃)便会不同程度的出现这种问题
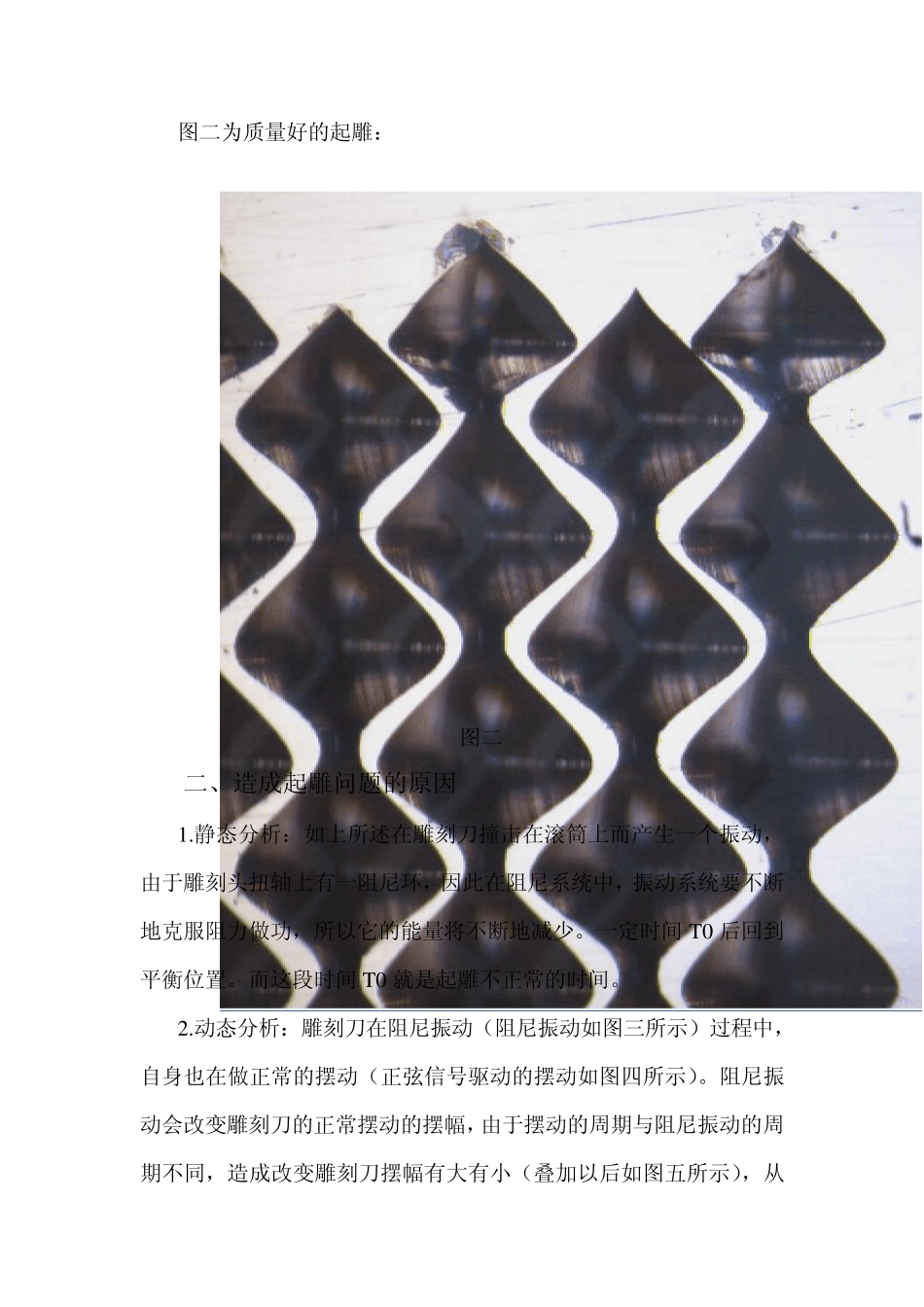
图一为质量差的起雕: 图一 图二为质量好的起雕: 图二 二、造成起雕问题的原因 1
静态分析:如上所述在雕刻刀撞击在滚筒上而产生一个振动,由于雕刻头扭轴上有一阻尼环,因此在阻尼系统中,振动系统要不断地克服阻力做功,所以它的能量将不断地减少
一定时间 T0 后回到平衡位置
而这段时间 T0 就是起雕不正常的时间
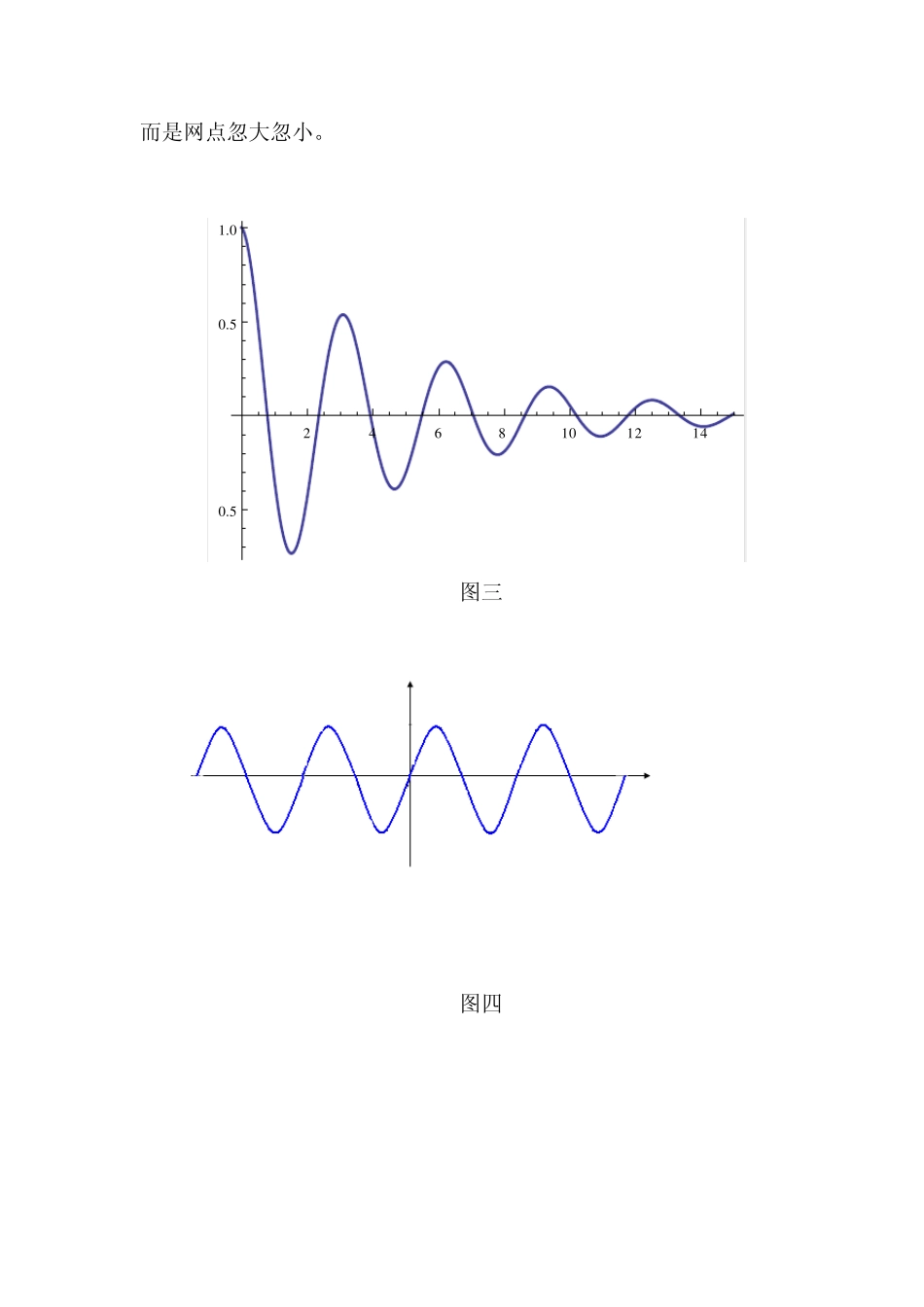
动态分析:雕刻刀在阻尼振动(阻尼振动如图三所示)过程中,自身也在做正常的摆动(正弦信号驱动的摆动如图四所示)
阻尼振动会改变雕刻刀的正常摆动的摆幅,由于摆动的周期与阻尼振动的周期不同,造成改变雕刻刀摆幅有大有小(叠加以后如图五所示),从而是网点忽大忽小
24681 01 21 40
0 图三 图四 图五 3
起雕阻尼振动深入剖析: 假设雕刻刀只受阻尼环弹力F 的作用
即: 由牛顿第二定律,可得 此微分方程的通解为 x表示位移,k 表示阻尼系数,m 表示雕刻刀质量 由以上公式可得阻尼振动的周期 T 与阻尼系数 k 的平方成反比,与雕刻刀的质量 M 的平方成反比
因此每一个雕刻头的阻尼系数 k 与雕刻刀的质量 m的不同会导致阻尼振动周期的不同
由于没有雕刻头的阻尼振动周期T 不同,因此导致每个雕刻头的起雕网点大小变化不一
由于雕刻刀不可能