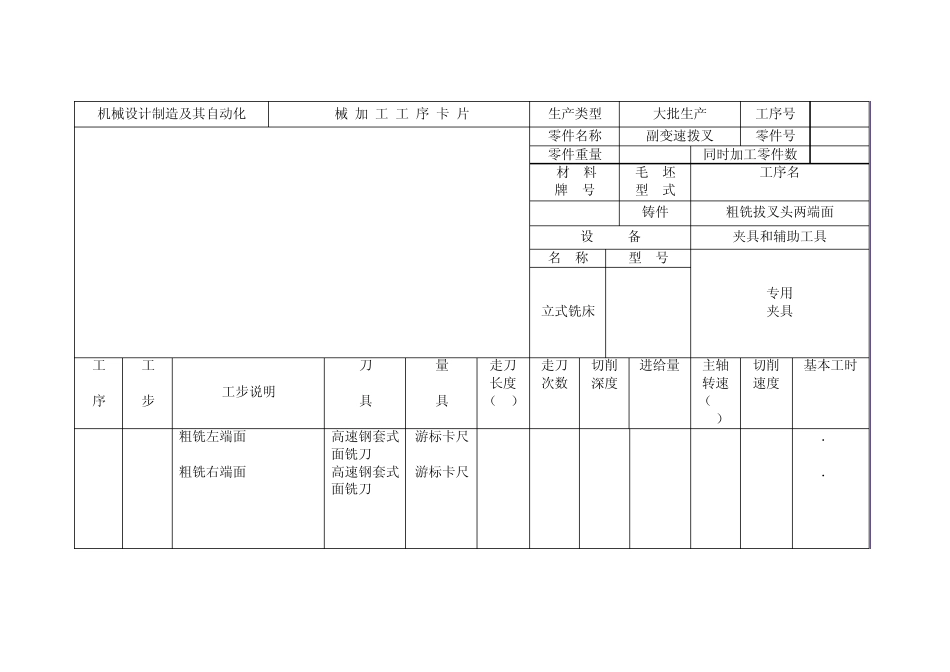
机械设计制造及其自动化 械 加 工 工 序 卡 片 生产类型 大批生产 工序号 10 零件名称 副变速拨叉 零件号 零件重量 kg 同时加工零件数 1 材 料 牌 号 毛 坯 型 式 工序名 KTH350-10 铸件 粗铣拔叉头两端面 设 备 夹具和辅助工具 名 称 型 号 专用 夹具 立式铣床 X51 工 序 工 步 工步说明 刀 具 量 具 走刀 长度 (mm) 走刀 次数 切削 深度(mm) 进给量(mm/n) 主轴转速(r/min) 切削 速度(m/min) 基本工时min 10 1 2 粗铣左端面 粗铣右端面 高速钢套式面铣刀 高速钢套式面铣刀 游标卡尺 游标卡尺 24 24 1 1 2 2 0
08 380 380 47
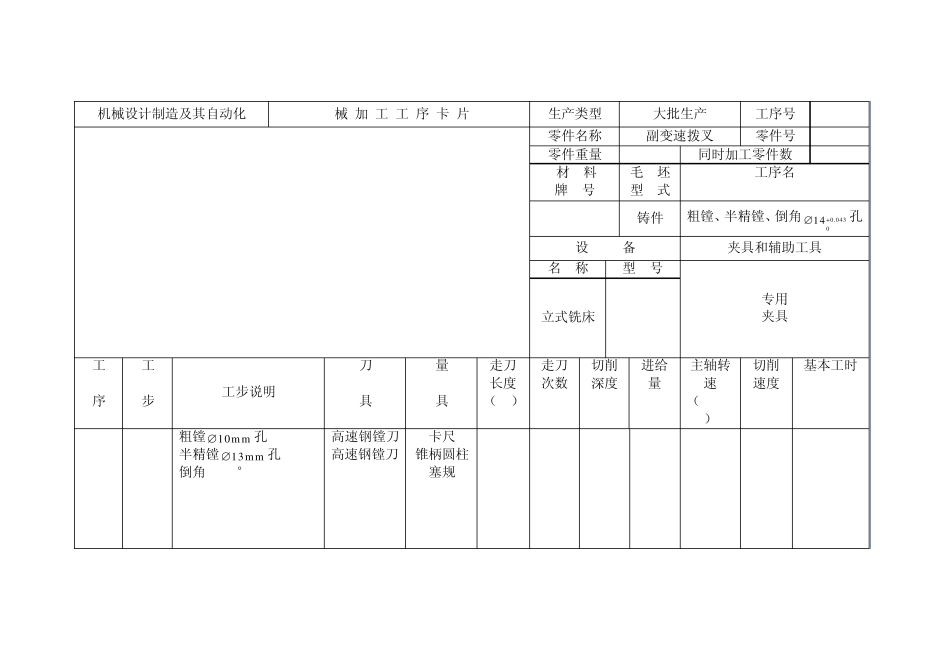
7 0.13 0.13 机械设计制造及其自动化 械 加 工 工 序 卡 片 生产类型 大批生产 工序号 20 零件名称 副变速拨叉 零件号 零件重量 kg 同时加工零件数 1 材 料 牌 号 毛 坯 型 式 工序名 KTH350-10 铸件 粗镗、半精镗、倒角+0
043014孔 设 备 夹具和辅助工具 名 称 型 号 专用 夹具 立式铣床 X51 工 序 工 步 工步说明 刀 具 量 具 走刀 长度 (mm) 走刀 次数 切削 深度(mm) 进给量(mm/n) 主轴转速(r/min) 切削 速度(m/min) 基本工时min 20 1 2 3 粗镗10m m孔 半精镗13m m孔 倒角1x45° 高速钢镗刀高速钢镗刀 卡尺 锥柄圆柱塞规 70 70 1 1 1 1 1
2 1225 490 38
46 20 0
77 机械设计制造及其自动化 械 加 工 工 序 卡 片 生产类型 大批生产 工序号 30 零件名称 副变速拨叉 零件号 零件重量 kg 同时加工零件数 1 材