1 / 4 文件名称游标卡尺操作指导书文件编号版本受控状态(加盖受控章)制定部门质量部制定人发行日期2011/11 批准人一
目的:为了使操作者能正确使用游标卡尺测量被测工件,减少测量误差确保其读数值能最大限度的反映被测工件真实值,规范使用者操作动作,制订本办法
概述:游标卡尺是一种比较精密的量具,在测量中用得最多
通常用来测量精度较高的工件,它可测量工件的外直线尺寸、宽度和高度,有的还可用来测量槽的深度
如果按游标的精度来分, 游标卡尺又分 0
02mm三种精度
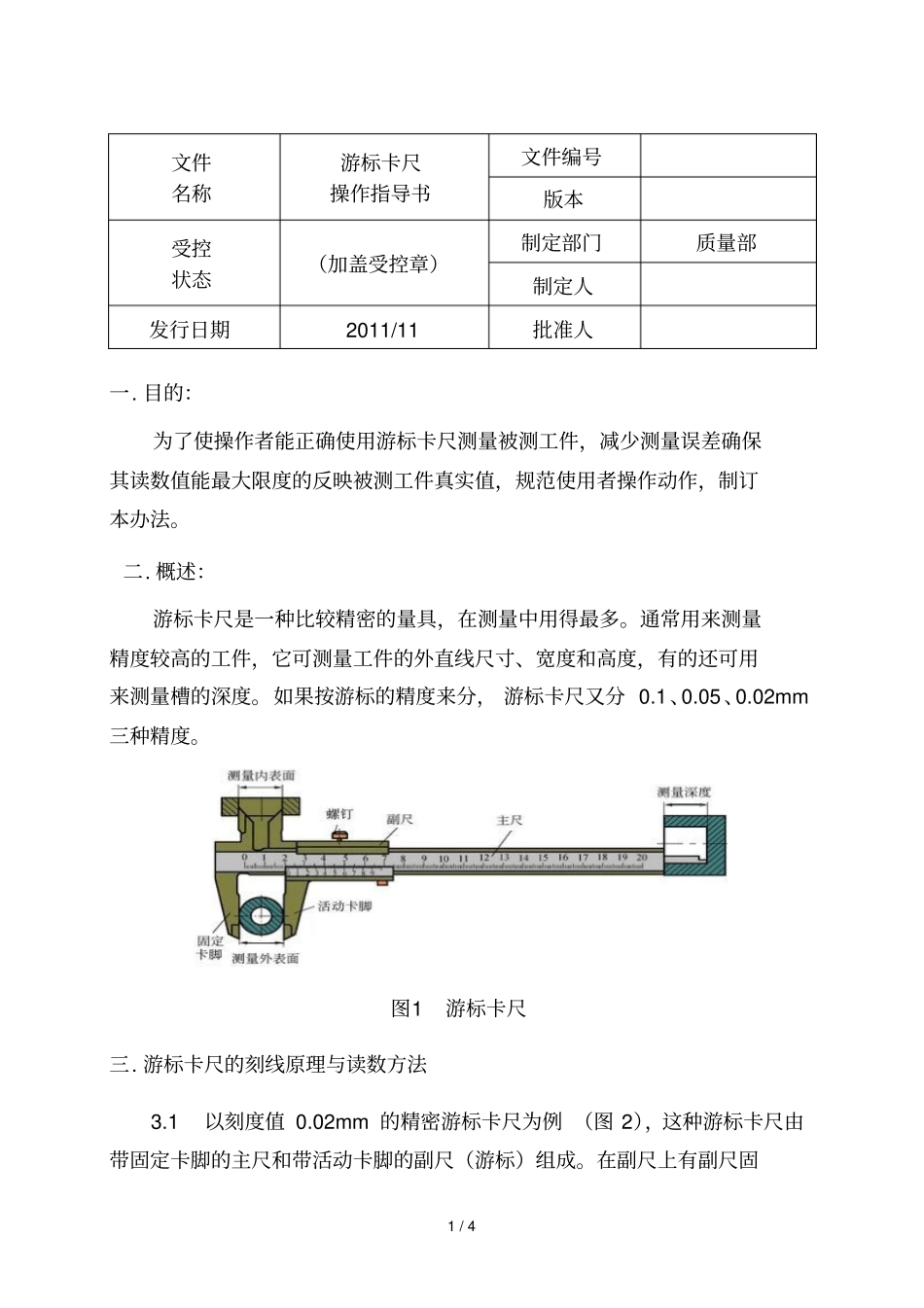
图1 游标卡尺三
游标卡尺的刻线原理与读数方法3
1 以刻度值 0
02mm 的精密游标卡尺为例 (图 2),这种游标卡尺由带固定卡脚的主尺和带活动卡脚的副尺(游标)组成
在副尺上有副尺固2 / 4 定螺钉
主尺上的刻度以 mm 为单位,每 10 格分别标以 1、2、3、⋯⋯等,以表示10、20、30、⋯⋯ mm
这种游标卡尺的副尺刻度是把主尺刻度49mm 的长度,分为 50 等份,即每格为:49/50=0
98mm 主尺和副尺的刻度每格相差:1-0
02mm 即测量精度为0
如果用这种游标卡尺测量工件,测量前,主尺与副尺的 0 线是对齐的,测量时,副尺相对主尺向右移动,若副尺的第1 格正好与主尺的第1 格对齐,则工件的厚度为0
同理,测量0
06mm 或 0
08mm 厚度的工件时,应该是副尺的第3 格正好与主尺的第3 格对齐或副尺的第4 格正好与主尺的第4 格对齐
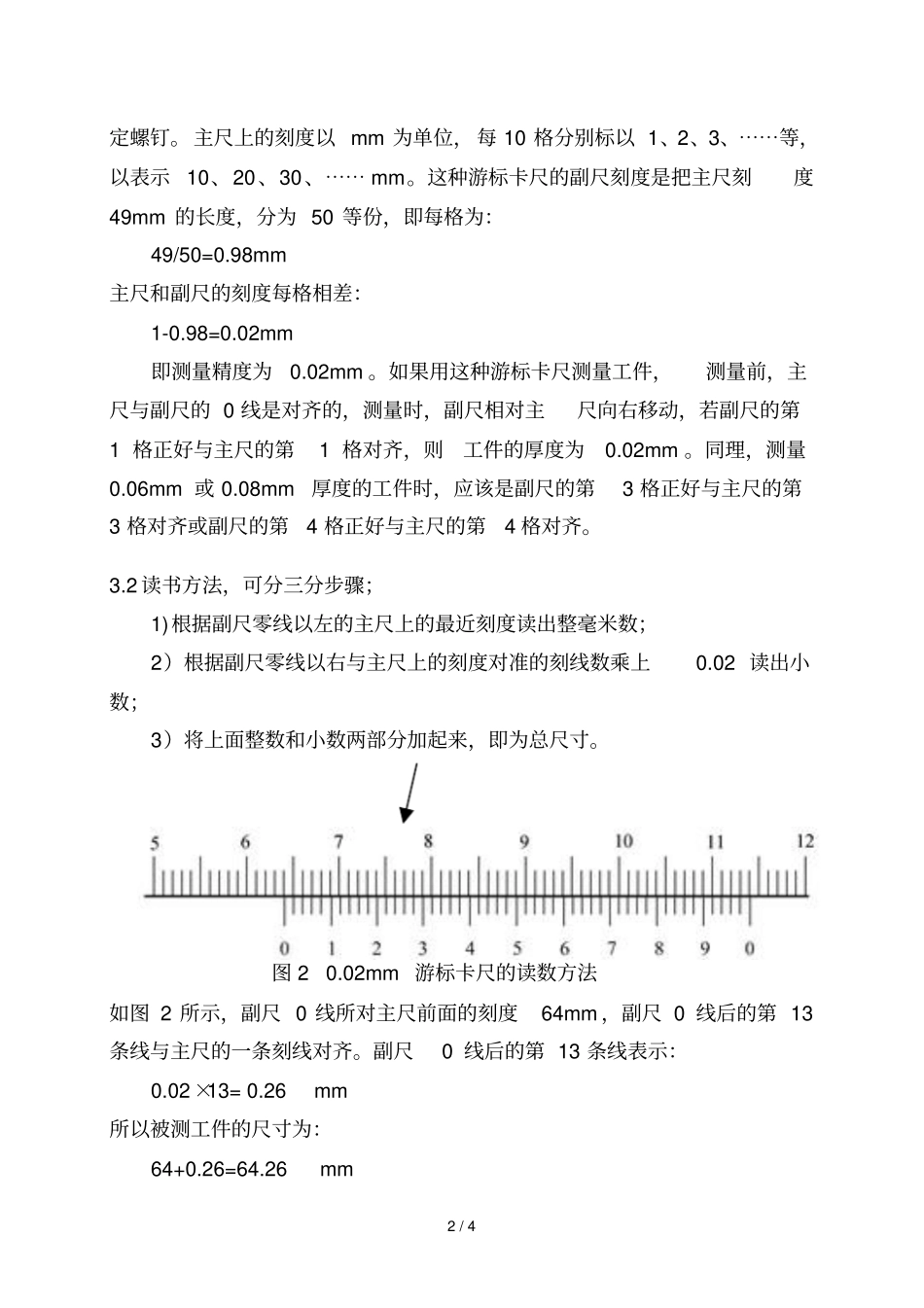
2 读书方法,可分三分步骤;1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0
02 读出小数;3)将上面整数和小数两部分加起来,即为总尺寸
02mm 游标卡尺的读数方法如图 2 所示,副尺 0 线所对主尺前面的刻度6