激光焊接实验报告一、实验目的1、理解激光焊接的基本原理及特点,熟悉运用激光进行金属焊接的具体过程
2、 观察 CO2 与 YAG 两种激光器的焊接过程,理解其焊接方式的条件及形成机理
3、掌握激光焊接机床及机械手的基本操作步骤和方法,能够进行简单的焊接操作
4、掌握金相测量方法,观察和记录焊接实验现象,测量熔深、熔宽,并对焊接结果进行合理分析
5、了解激光焊接的应用
二、实验原理2
1 激光焊接原理激光焊接采用连续或脉冲激光束实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接
功率密度小于104 ~105 W/cm2 为热传导焊,此时熔深浅、焊接速度慢;功率密度大于 105 ~107W/cm2 时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点
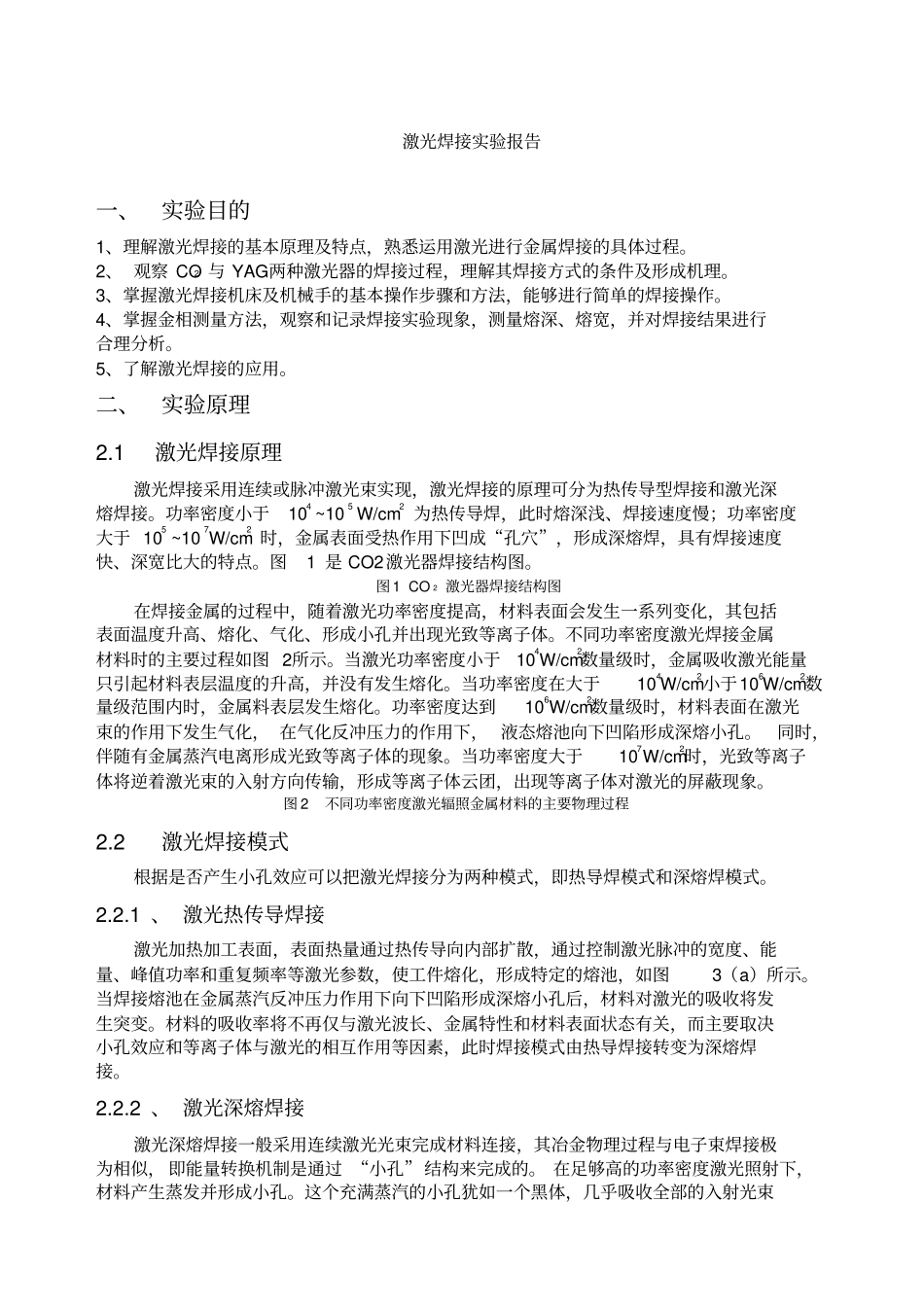
图1 是 CO2 激光器焊接结构图
图1 CO 2 激光器焊接结构图在焊接金属的过程中,随着激光功率密度提高,材料表面会发生一系列变化,其包括表面温度升高、熔化、气化、形成小孔并出现光致等离子体
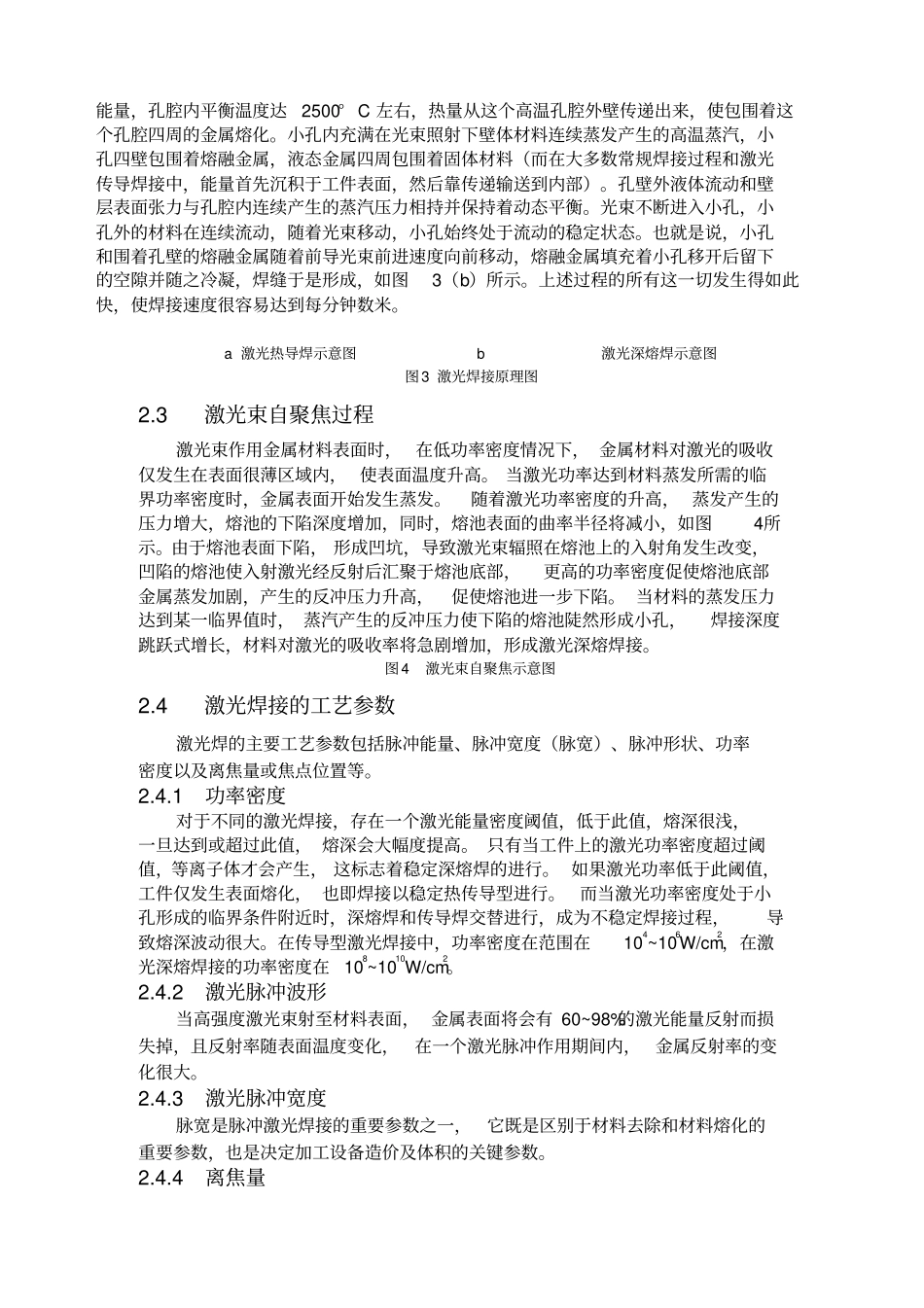
不同功率密度激光焊接金属材料时的主要过程如图 2所示
当激光功率密度小于104W/cm2数量级时,金属吸收激光能量只引起材料表层温度的升高,并没有发生熔化
当功率密度在大于104W/cm2小于106W/cm2数量级范围内时,金属料表层发生熔化
功率密度达到106W/cm2数量级时,材料表面在激光束的作用下发生气化, 在气化反冲压力的作用下, 液态熔池向下凹陷形成深熔小孔
同时,伴随有金属蒸汽电离形成光致等离子体的现象
当功率密度大于107W/cm2时,光致等离子体将逆着激光束的入射方向传输,形成等离子体云团,出现等离子体对激光的屏蔽现象
图 2 不同功率密度激光辐照金属材料的主要物理过程2
2激光焊接模式根据是否产生小孔效应可以把激光焊接分为两种模式,即热导焊模式和深熔焊模式
1 、 激光热传导焊接激光