模块二CO2气体保护焊学习目标1
掌握T形接头平角焊的正确焊丝角度及运丝方法
掌握T形接头平角焊的操作
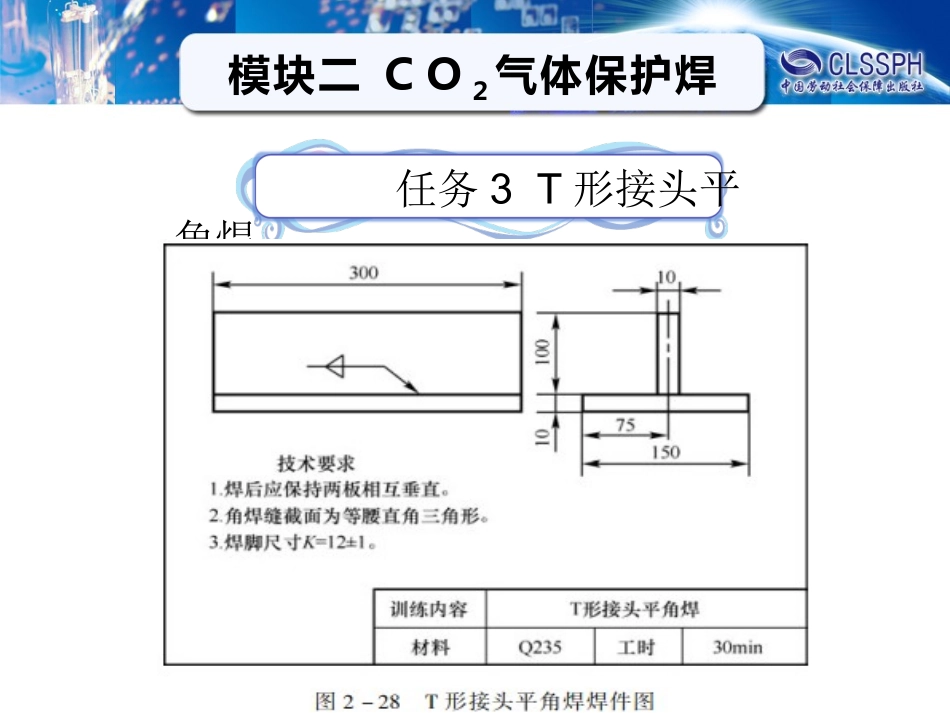
工作任务本任务要求完成如图2-28所示的T形接头平角焊训练
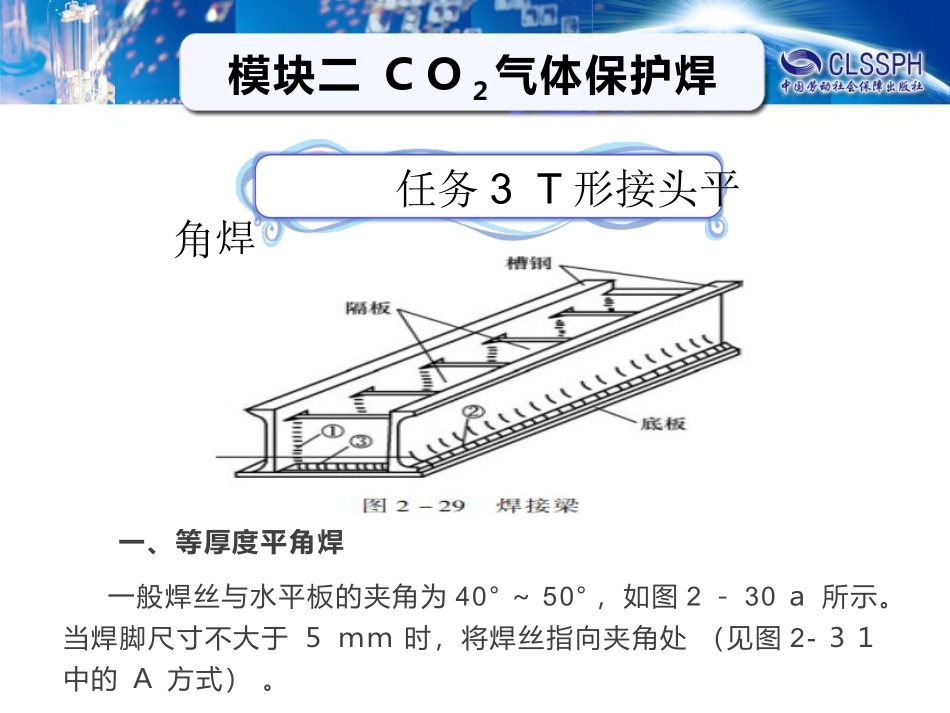
相关知识在钢结构的生产中,H形梁和箱形梁焊接结构是常见的钢结构
如图2-29所示为焊接梁,该梁上装有槽钢、若干个加固隔板及底板,分别由焊缝①、②、③连接
任务3T形接头平角焊模块二CO2气体保护焊任务3T形接头平角焊模块二CO2气体保护焊一、等厚度平角焊一般焊丝与水平板的夹角为40°~50°,如图2-30a所示
当焊脚尺寸不大于5mm时,将焊丝指向夹角处(见图2-31中的A方式)
任务3T形接头平角焊模块二CO2气体保护焊当焊脚尺寸大于5mm时,控制焊枪前倾斜角为10°~25°如图2-32所示
任务3T形接头平角焊模块二CO2气体保护焊二、不等厚度平角焊焊件与焊丝的倾斜角应使电弧偏向厚板侧,焊丝与水平板的夹角比等厚度焊件大些,如图2-30b所示,尽量使两板受热均衡
当焊脚尺寸不大于8mm时,可采用单层焊,采用直线运丝法或斜圆圈形摆动法,并以左焊法进行焊接
当焊脚尺寸大于8mm时,应采用多层焊或多层多道焊
任务3T形接头平角焊模块二CO2气体保护焊多层焊的第一层操作与单层焊类似,焊丝距焊件夹角中心线1~2mm,采用左焊法,运用直线运丝法得到6mm的焊脚
第二层焊缝,焊接电流调小些,焊接速度要放慢一些,运用斜圆圈形摆动进行焊接
焊枪角度和指向位置如图2-33所示
任务3T形接头平角焊模块二CO2气体保护焊第三道盖面层焊接采用直线形摆动法
焊接速度最快,焊缝熔池下边缘要压住前一层焊缝的1/2,上边缘均匀熔化母材保证焊直
一、焊前准备1
焊件Q235钢板,300mm×150mm×10mm、300mm×100mm×10mm各一块,可将其两块组成一组焊件
要求焊脚尺寸为12mm,如图2-34a所示
焊丝选用ER50-