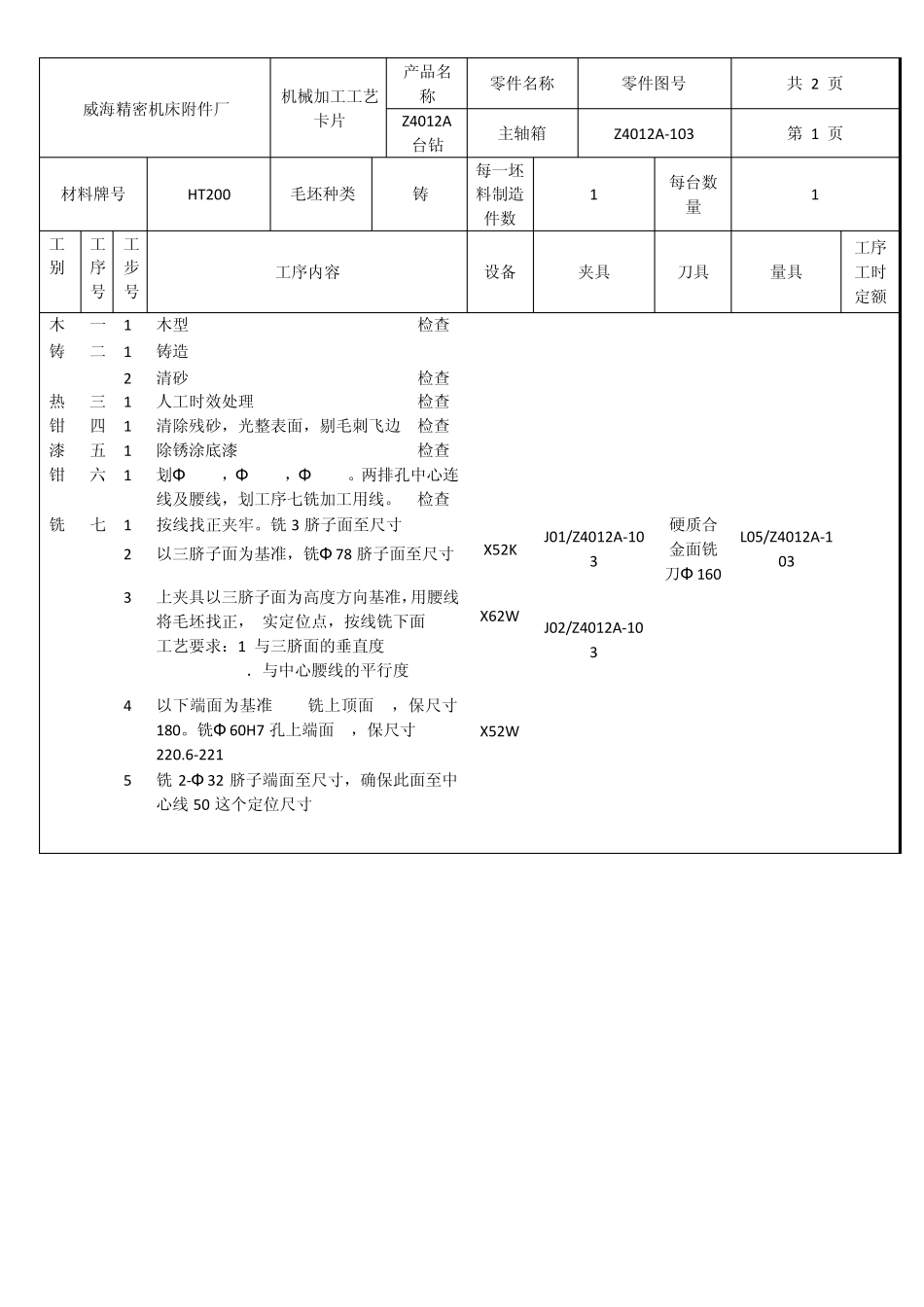
威海精密机床附件厂 机械加工工艺卡片 产品名称 零件名称 零件图号 共 2 页 Z4012A台钻 主轴箱 Z4012A-103 第 1 页 材料牌号 HT200 毛坯种类 铸 每一坯料制造件数 1 每台数量 1 工别 工序号 工步号 工序内容 设备 夹具 刀具 量具 工序工时定额 木 一 1 木型 检查 铸 二 1 铸造 2 清砂 检查 热 三 1 人工时效处理 检查 钳 四 1 清除残砂,光整表面,剔毛刺飞边 检查 漆 五 1 除锈涂底漆 检查 钳 六 1 划Φ 70H7,Φ 60H7,Φ 50H7
两排孔中心连 线及腰线,划工序七铣加工用线
检查 铣 七 1 按线找正夹牢
铣 3 脐子面至尺寸 X52K J01/Z4012A-10 3 硬质合 金面铣 刀Φ 160 L05/Z4012A-1 03 2 以三脐子面为基准,铣Φ 78 脐子面至尺寸 3 上夹具以三脐子面为高度方向基准,用腰线将毛坯找正, 实定位点,按线铣下面 工艺要求:1
与三脐面的垂直度 0
07 2.与中心腰线的平行度 0
20 X62W J02/Z4012A-103 4 以下端面为基准 铣上顶面 ,保尺寸180
铣Φ 60H7 孔上端面 ,保尺寸 220
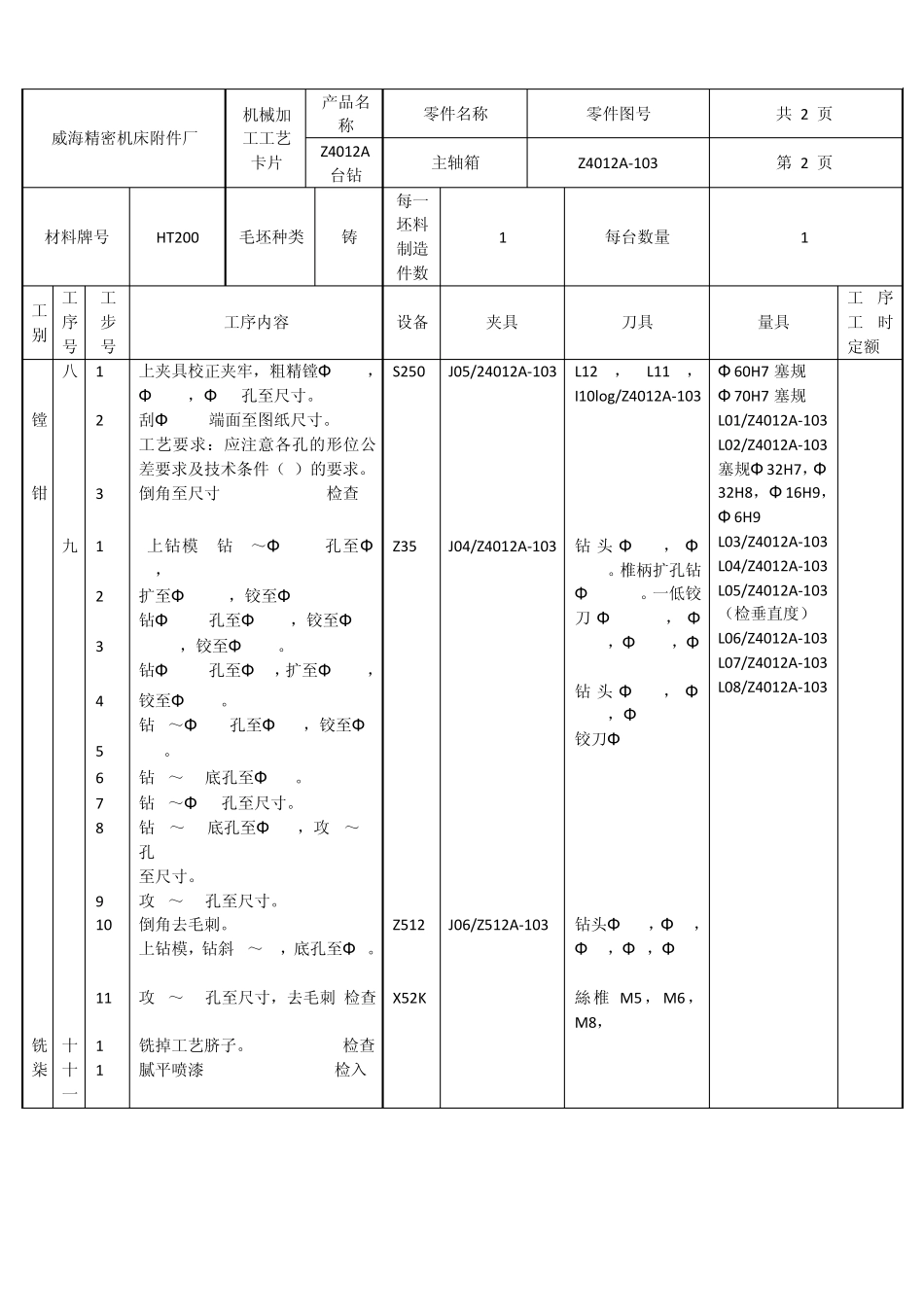
6-221 X52W 5 铣 2-Φ 32 脐子端面至尺寸,确保此面至中心线 50 这个定位尺寸 威海精密机床附件厂 机械加工工艺卡片 产品名称 零件名称 零件图号 共 2 页 Z4012A台钻 主轴箱 Z4012A-103 第 2 页 材料牌号 HT200 毛坯种类 铸 每一坯料制造件数 1 每台数量 1 工别 工序号 工步号 工序内容 设备 夹具 刀具 量具 工序工时定额 镗 八 1 上夹具校正夹牢,粗精镗Φ 70H7,Φ 60H7,Φ 50孔至尺寸
S250 J05/24012A-103 L12,L11,I10lo g/Z4012A-103