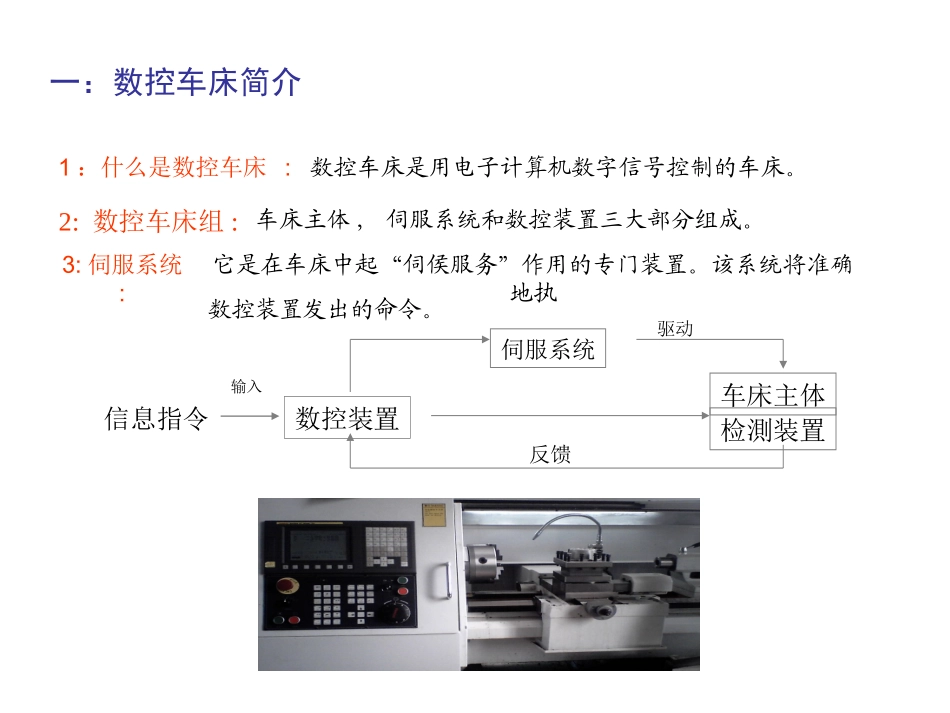
信息指令输入数控装置车床主体检測装置伺服系统反馈驱动车床主体,伺服系统和数控装置三大部分组成
2:数控车床组:1:什么是数控车床:数控车床是用电子计算机数字信号控制的车床
3:伺服系统:它是在车床中起“伺侯服务”作用的专门装置
该系统将准确地执数控装置发出的命令
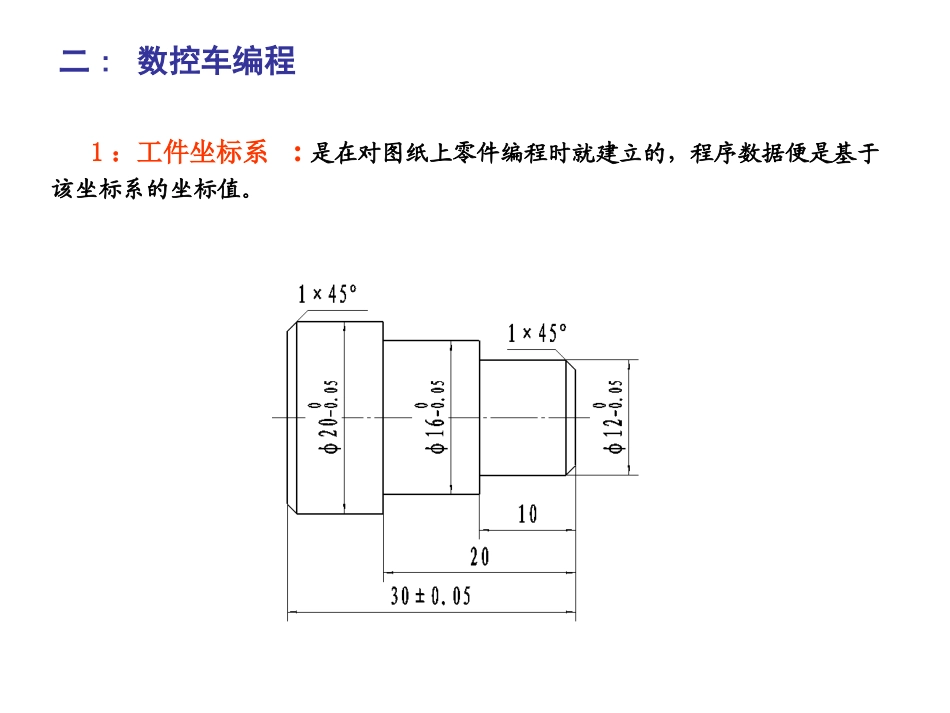
一:数控车床简介1:工件坐标系:是在对图纸上零件编程时就建立的,程序数据便是基于该坐标系的坐标值
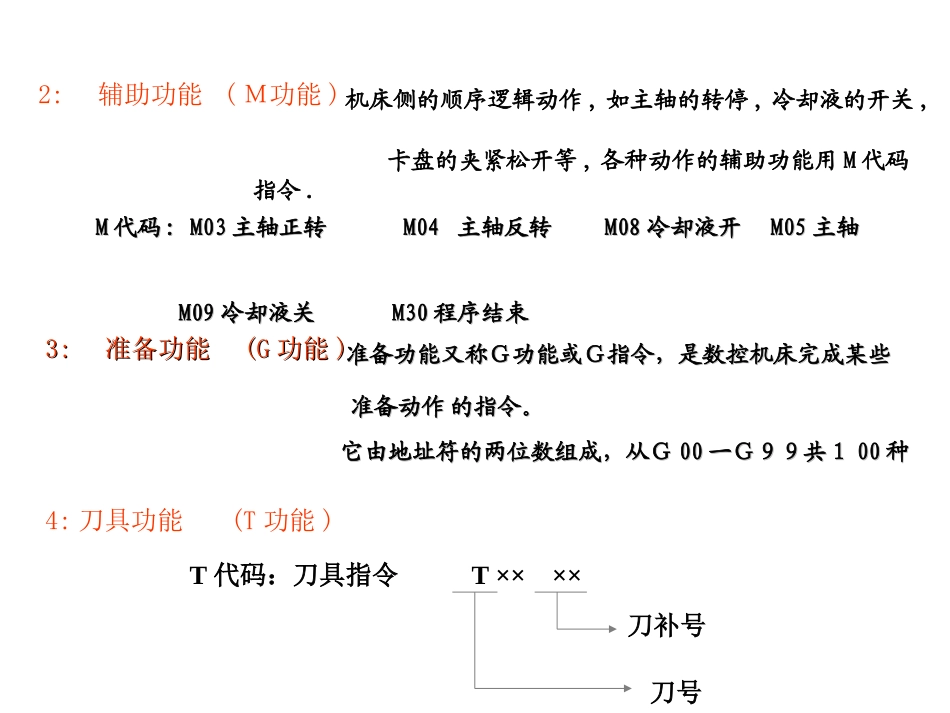
二:数控车编程2:辅助功能(M功能)卡盘的夹紧松开等,各种动作的辅助功能用M代码指令
MM代码代码:M03:M03主轴正转主轴正转M04M04主轴反转主轴反转M08M08冷却液开冷却液开M05M05主轴主轴M09M09冷却液关冷却液关M30M30程序结束程序结束机床侧的顺序逻辑动作,如主轴的转停,冷却液的开关,3:3:准备功能准备功能(G(G功能功能))它由地址符的两位数组成,从G它由地址符的两位数组成,从G0000一G99共1一G99共10000种种准备功能又称G功能或G指令,是数控机床完成某些准备功能又称G功能或G指令,是数控机床完成某些准备动作准备动作的指令
4:刀具功能(T功能)T代码:刀具指令T××××刀补号刀号6:插补原理插补,即数据点的密化
7:直线插补指令格式:G01X-Z-F-OP1
P2XZΔXΔZ5:进给功能F用来指定坐标轴移动进给的速度
•8:G71指令格式G71U(d)R(e);G71P(ns)Q(nf)U(u)W(w)F(f)S(s)T(t);N(ns)………………
……………………
N(nf)……………
…Be³ÌÐòÖ¸ÁîwACdA¡ä45¡ã2Ud:切削深度(半径给定),没有正、负号
切削方向取决于AA方向
该值是模态的,直到其他值指定以前不改变
e:退刀量,由参数设定
该值是模态的,直到其他值指定以前不改变
ns:精加工程序中的第一个程序段的顺序号