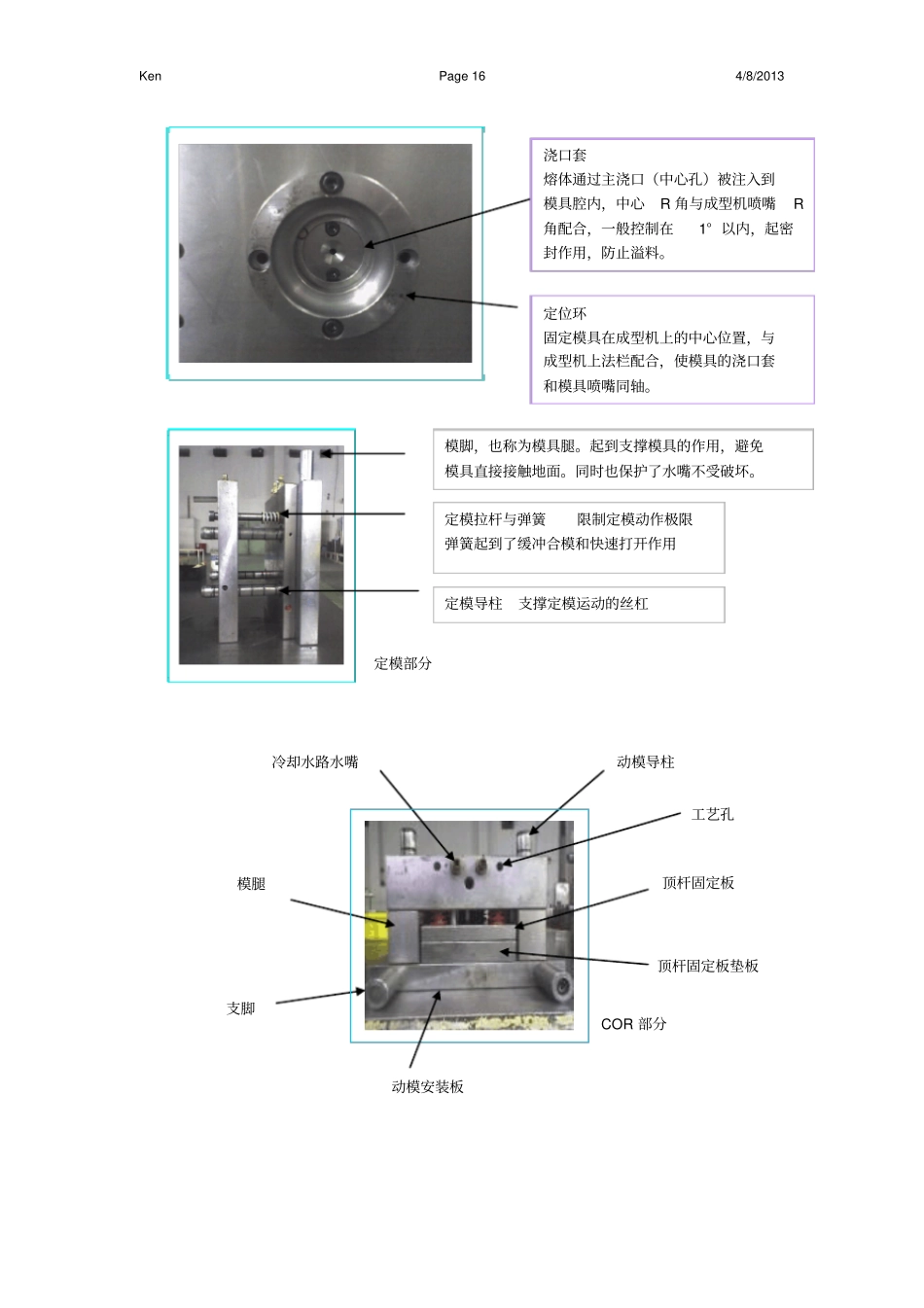
Ken Page 16 4/8/2013 浇口套熔体通过主浇口(中心孔)被注入到模具腔内,中心R 角与成型机喷嘴R角配合,一般控制在1° 以内,起密封作用,防止溢料
定位环固定模具在成型机上的中心位置,与成型机上法栏配合,使模具的浇口套和模具喷嘴同轴
模脚,也称为模具腿
起到支撑模具的作用,避免模具直接接触地面
同时也保护了水嘴不受破坏
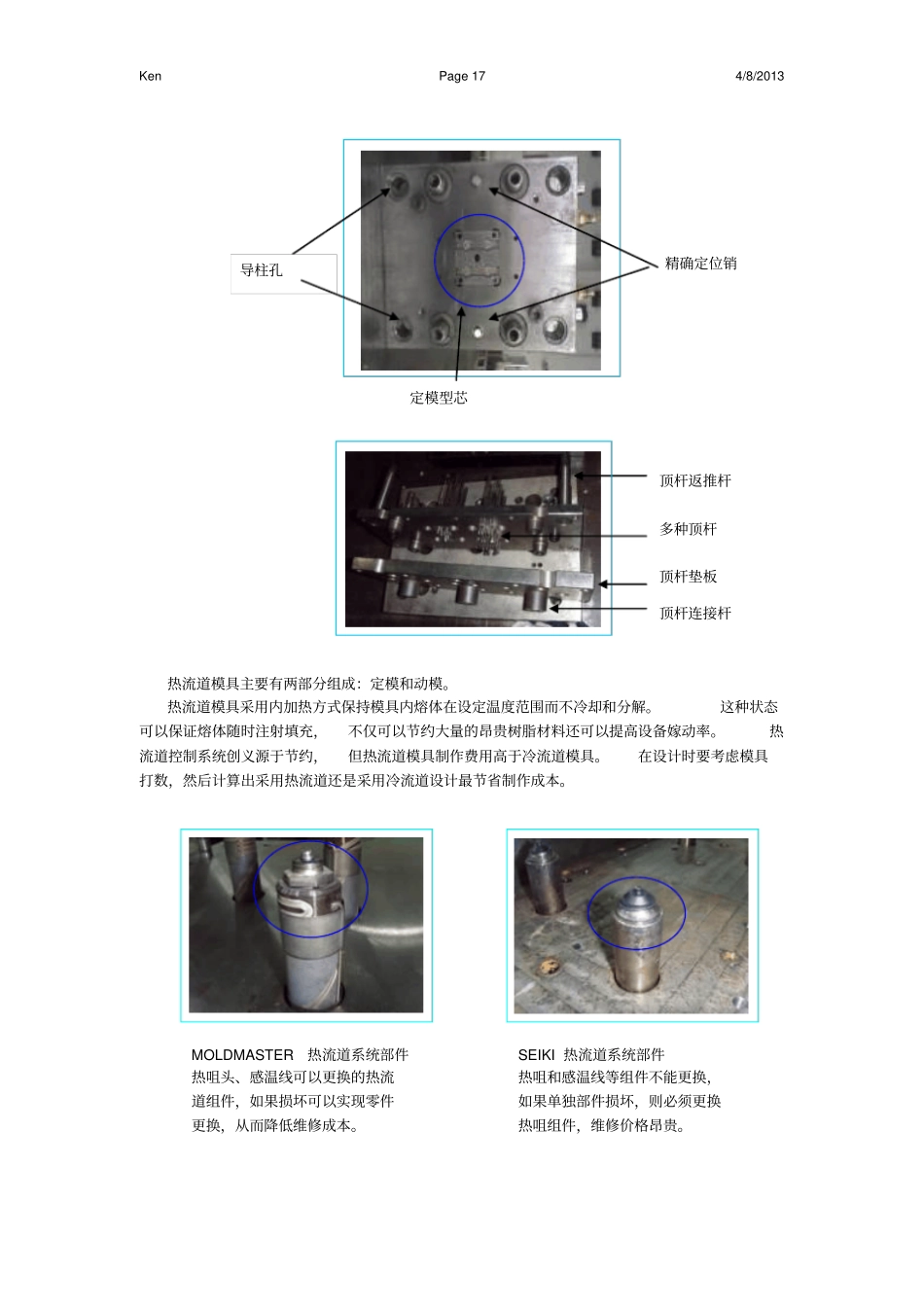
定模拉杆与弹簧限制定模动作极限弹簧起到了缓冲合模和快速打开作用定模导柱支撑定模运动的丝杠定模部分顶杆固定板垫板顶杆固定板动模导柱COR 部分冷却水路水嘴模腿支脚动模安装板工艺孔Ken Page 17 4/8/2013 热流道模具主要有两部分组成:定模和动模
热流道模具采用内加热方式保持模具内熔体在设定温度范围而不冷却和分解
这种状态可以保证熔体随时注射填充,不仅可以节约大量的昂贵树脂材料还可以提高设备嫁动率
热流道控制系统创义源于节约,但热流道模具制作费用高于冷流道模具
在设计时要考虑模具打数,然后计算出采用热流道还是采用冷流道设计最节省制作成本
MOLDMASTER热流道系统部件热咀头、感温线可以更换的热流道组件,如果损坏可以实现零件更换,从而降低维修成本
精确定位销导柱孔定模型芯顶杆返推杆多种顶杆顶杆垫板顶杆连接杆SEIKI 热流道系统部件热咀和感温线等组件不能更换,如果单独部件损坏,则必须更换热咀组件,维修价格昂贵
Ken Page 18 4/8/2013 第二章热塑性注射成型机日常所见到的塑料制品或是工业上使用的塑料制品由热塑性注塑成型、热固性注塑成型、注压成型、吹塑成型、发泡成型等工艺生产
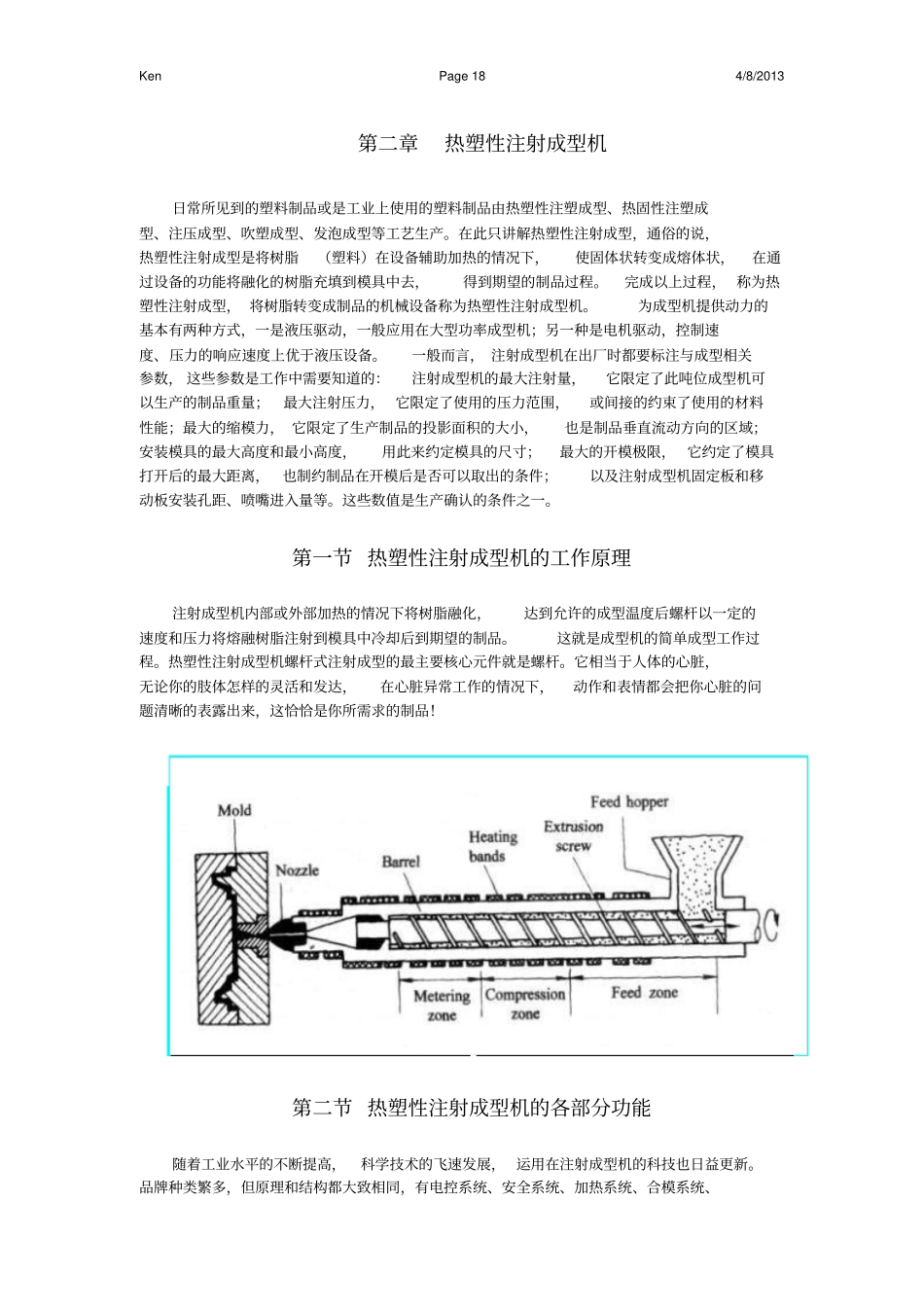
在此只讲解热塑性注射成型,通俗的说,热塑性注射成型是将树脂(塑料)在设备辅助加热的情况下,使固体状转变成熔体状,在通过设备的功能将融化的树脂充填到模具中去,得到期望的制品过程
完成以上过程, 称为热塑性注射成型, 将树脂转变成制品的机械设备称为