热轧无缝钢管 生产作业指导书XMLS-02 有限公司A 版 0 次修改第 1 页共 10 页作业指导书热轧无缝钢管 生产作业指导书控制状态:发放编号:热轧无缝钢管 生产作业指导书XMLS-02 有限公司A 版 0 次修改第 2 页共 10 页作业指导书*********************作业文件编号XMLS-02 标题:油管和套管生产作业指导书版本:页次:目 录1、断料工序2、加热工序3、穿孔工序4、轧管工序5、定径工序6、精整工序热轧无缝钢管 生产作业指导书XMLS-02 有限公司A 版 0 次修改第 3 页共 10 页作业指导书1圆管坯技术要求1
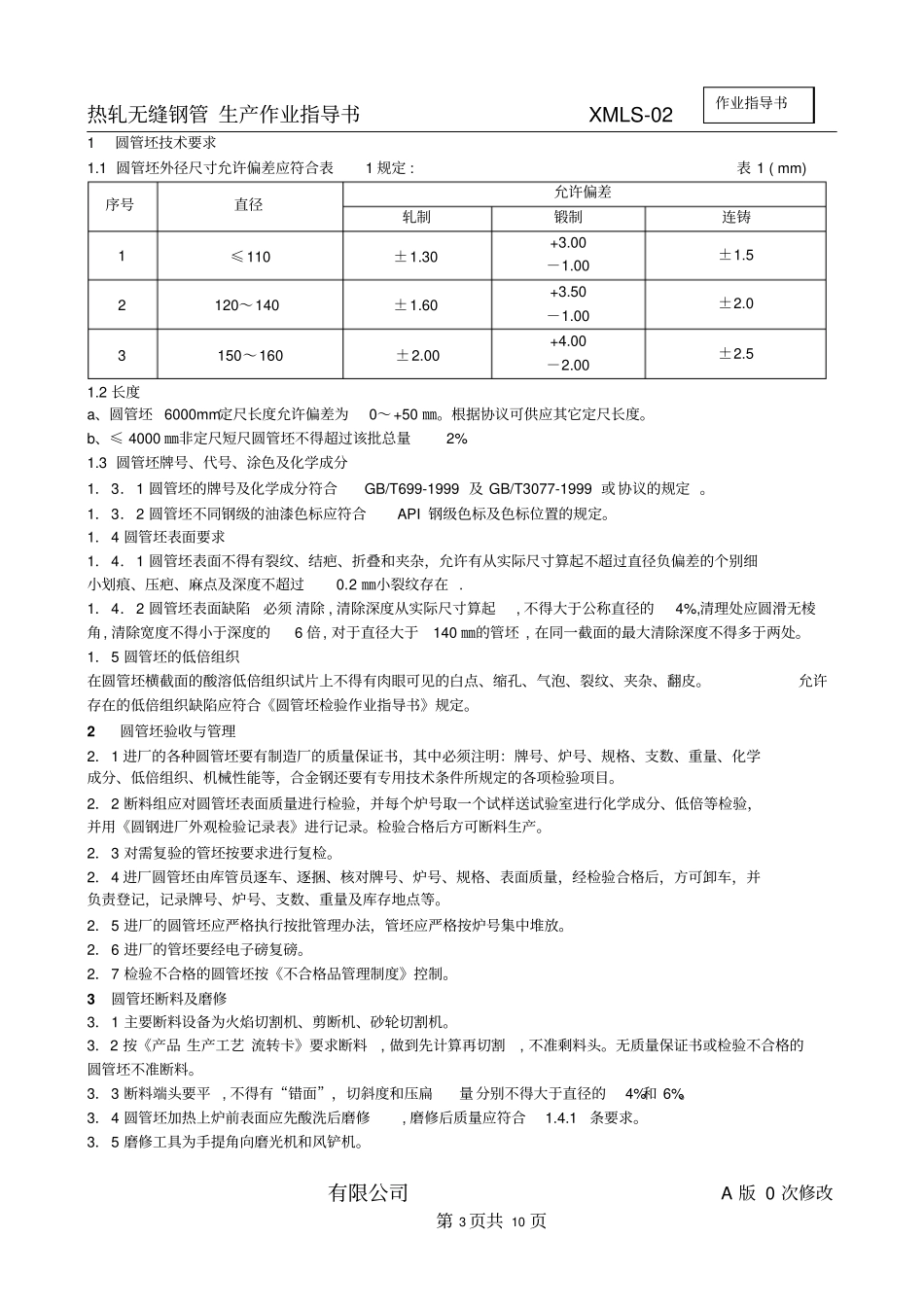
1 圆管坯外径尺寸允许偏差应符合表1 规定 : 表 1 ( mm) 序号直径允许偏差轧制锻制连铸1 ≤110±1
52 120~140±1
03 150~160 ±2
2 长度a、圆管坯 6000mm定尺长度允许偏差为0~+50 ㎜
根据协议可供应其它定尺长度
b、≤ 4000 ㎜非定尺短尺圆管坯不得超过该批总量2% 1
3 圆管坯牌号、代号、涂色及化学成分1.3.1 圆管坯的牌号及化学成分符合GB/T699-1999 及 GB/T3077-1999 或协议的规定
1.3.2 圆管坯不同钢级的油漆色标应符合API 钢级色标及色标位置的规定
1.4 圆管坯表面要求1.4.1 圆管坯表面不得有裂纹、结疤、折叠和夹杂,允许有从实际尺寸算起不超过直径负偏差的个别细小划痕、压疤、麻点及深度不超过0
2 ㎜小裂纹存在
1.4.2 圆管坯表面缺陷必须 清除 , 清除深度从实际尺寸算起, 不得大于公称直径的4%,清理处应圆滑无棱角, 清除宽度不得小于深度的6 倍, 对于直径大于140 ㎜的管坯 , 在同一截面的最大清除深度不得多