热镀锌钢管套丝技术交底HEN system office room【HEN 16H-HENS2AHENS8Q8-HENH1688 XX 轨道交通工程施工技术交底记录工程名称施工单位局施工部位施工内容钢管套丝工艺交底内容:一、施工准备1、 技术准备熟悉图纸资料,准备施工机具、材料,确定施工方法,施工前要认真听取工程技术人员的技术交底,弄清技术要求、技术标准和施工方法
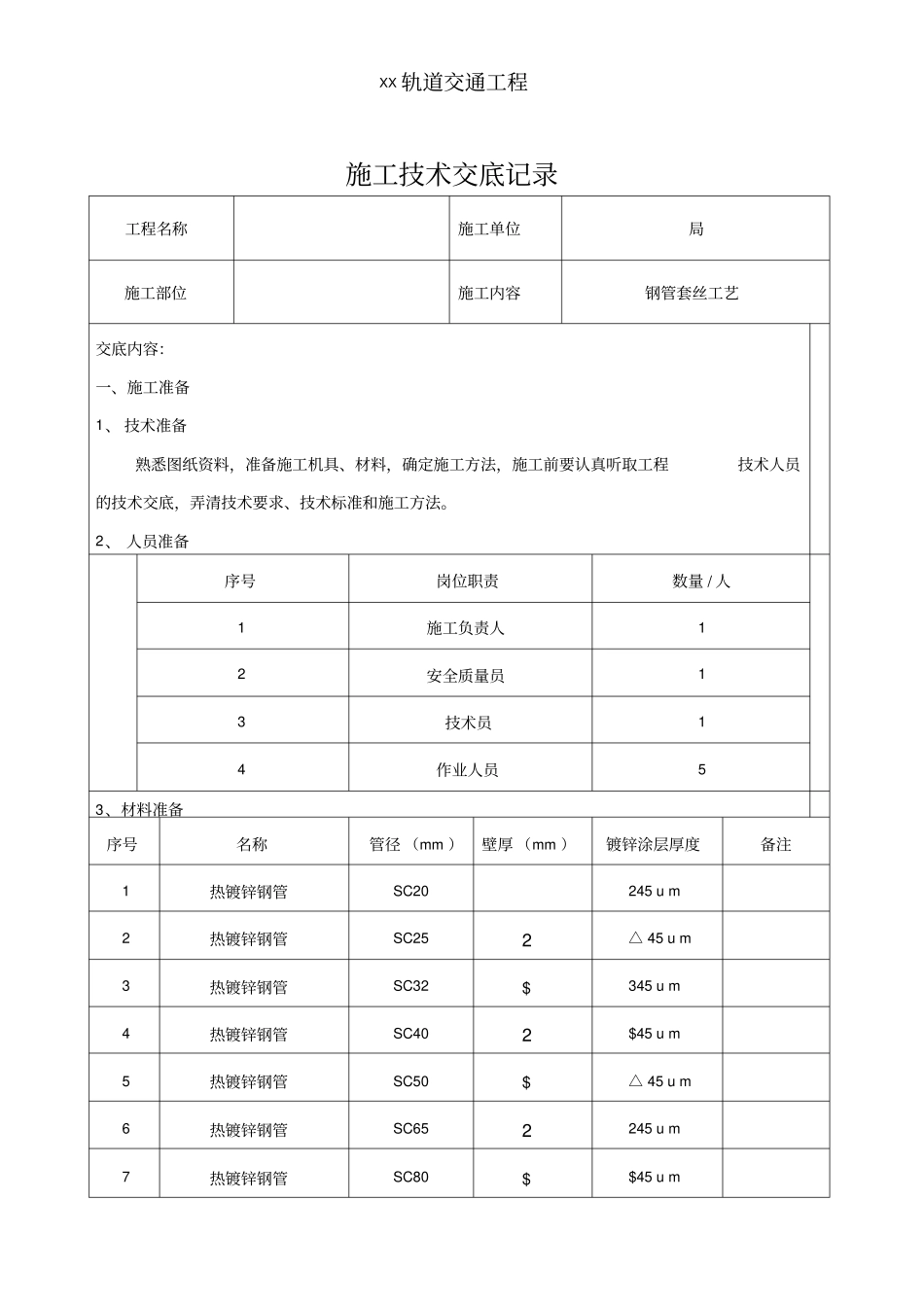
2、 人员准备序号岗位职责数量 / 人1 施工负责人1 2 安全质量员1 3 技术员1 4 作业人员5 3、材料准备序号名称管径 (mm )壁厚 (mm )镀锌涂层厚度备注1 热镀锌钢管SC20 245 u m 2 热镀锌钢管SC25 2△ 45 u m3 热镀锌钢管SC32 $ 345 u m 4 热镀锌钢管SC40 2$45 u m 5 热镀锌钢管SC50 $ △ 45 u m6 热镀锌钢管SC65 2245 u m 7 热镀锌钢管SC80 $ $45 u m 8 热镀锌钢管SC100 2M45 u m 4、工器具准备序号名称单位数量备注1 套丝机台1 2角磨机台23 切割机台1 4 锂刀把5 5 油漆刷子把10 6 卷尺把27 记号笔支10 8 机械黄油桶10 9 防锈漆桶5 10 银粉漆桶L0二、施工工艺1、工艺流程1、钢管确定套丝前,检查钢管是否符合标准,钢管是否完整、无凹陷、破损,管口是否平整、无翘脚、毛刺等; 确认钢管管径,以便后续选择合适的板牙;用铅笔在钢管上画出套丝长度,套丝长度露出管箍2、3 扣最佳
2、 板牙选择根据管子的管径选择合适的板牙组
(每组板牙上有两组数字,一组是板牙的规格,每支是一样的如: 3/4, 另一组是安装的顺序号如:1、2、3、4)
3、 套丝a
把板牙头从滑架上取下(掀起),松开手柄螺母,转动曲线盘,使曲线盘到刻度最大的位置
、操作工艺b、将选好的板牙组按对应顺序号逐个