结构焊接作业指导书编制部门:编制:审核:批准:结构焊接工艺指导书根据我公司现有的技术和装备能力, 工厂制作焊接方法有: 手工电弧焊;埋弧自动焊;二氧化碳气体保护焊
一、焊接材料1、焊接材料1
1 电焊条、埋弧焊丝、二氧化碳气体保护焊丝、埋弧焊剂都应有出厂质量证明书
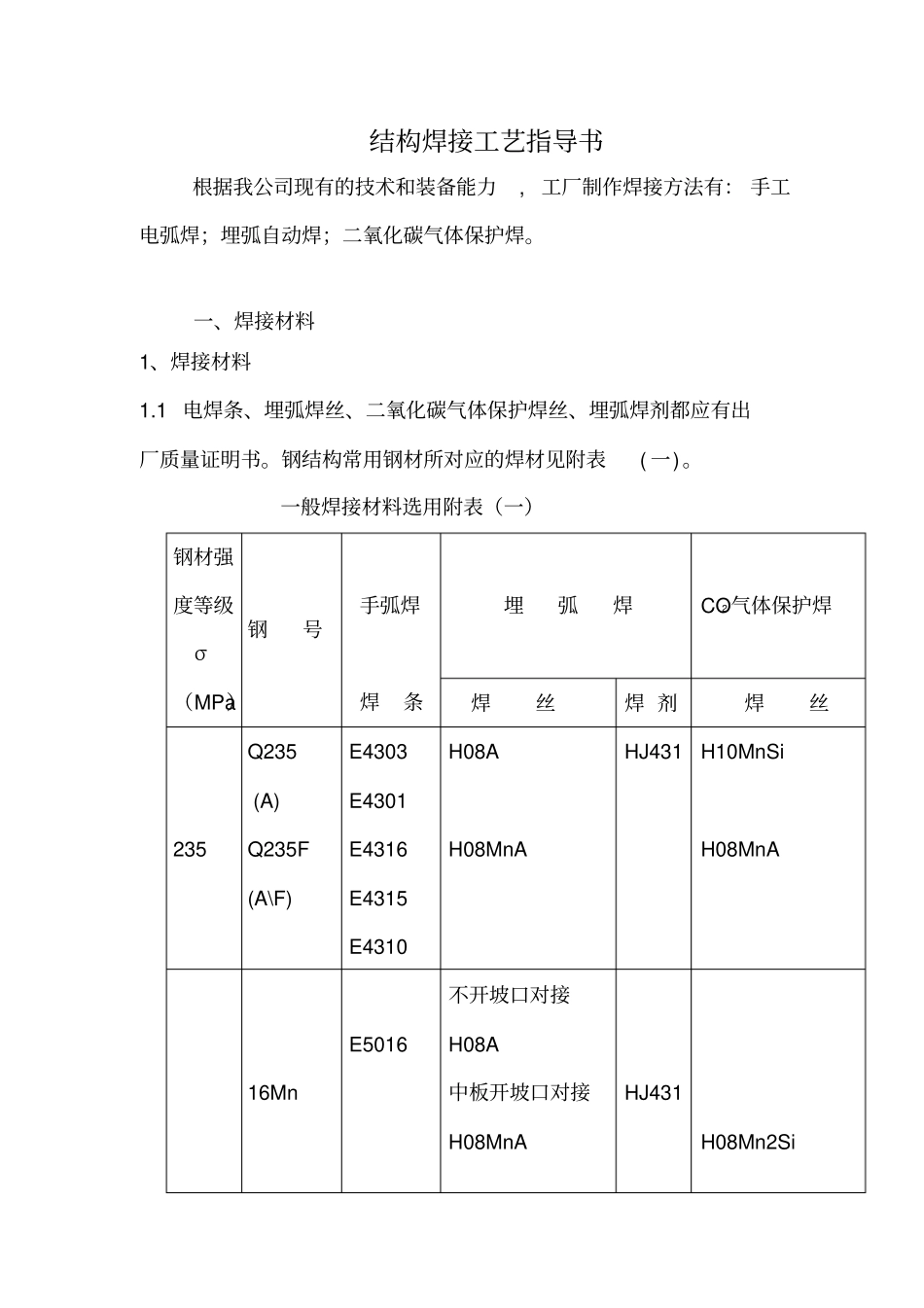
钢结构常用钢材所对应的焊材见附表( 一)
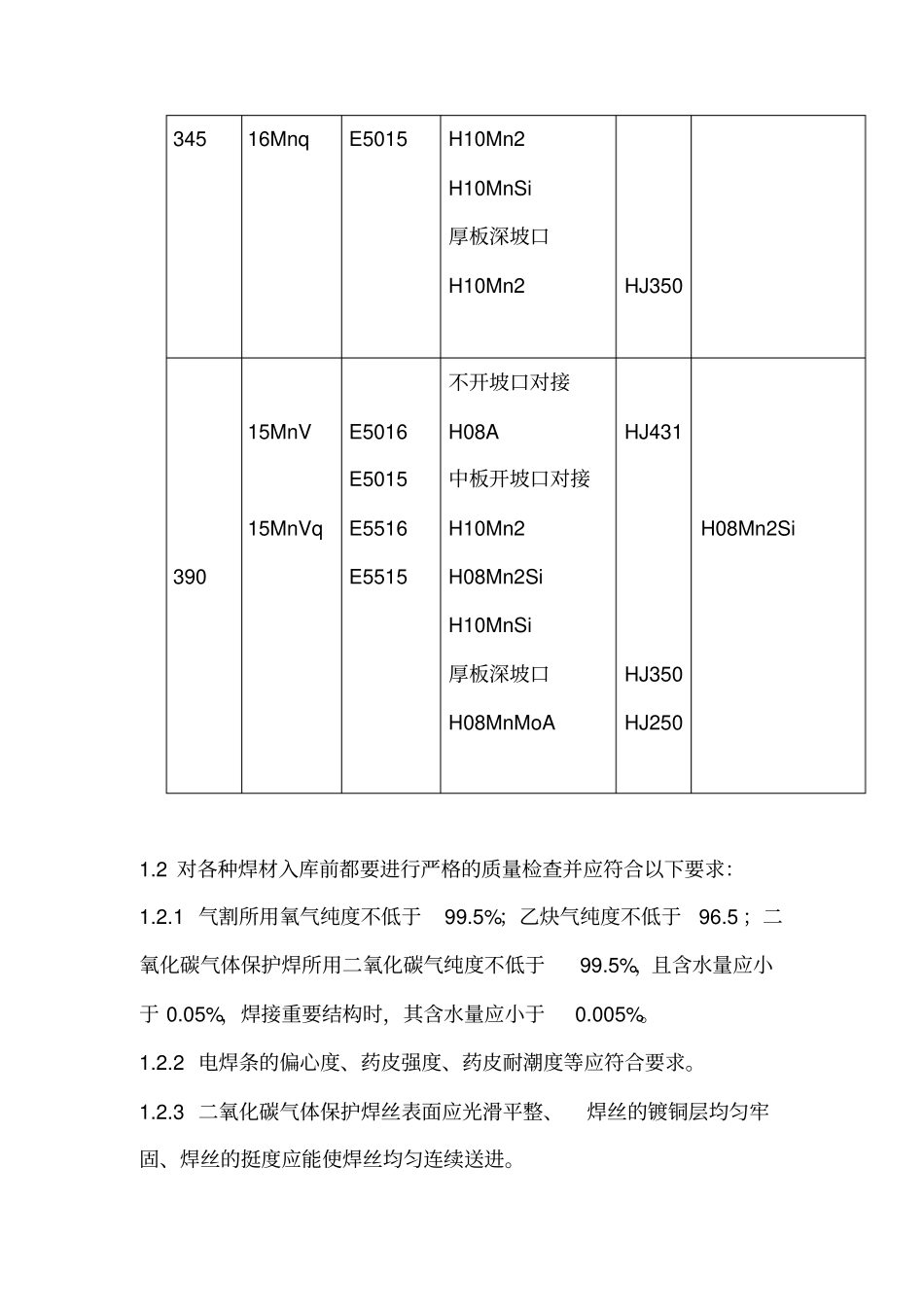
一般焊接材料选用附表(一)钢材强度等级σ(MPa)钢号手弧焊焊条埋弧焊CO2 气体保护焊焊丝焊 剂焊丝235 Q235 (A) Q235F (A\F) E4303 E4301 E4316 E4315 E4310 H08A H08MnA HJ431 H10MnSi H08MnA 16Mn E5016 不开坡口对接H08A 中板开坡口对接H08MnA HJ431 H08Mn2Si 345 16Mnq E5015 H10Mn2 H10MnSi 厚板深坡口H10Mn2 HJ350 390 15MnV 15MnVq E5016 E5015 E5516 E5515 不开坡口对接H08A 中板开坡口对接H10Mn2 H08Mn2Si H10MnSi 厚板深坡口H08MnMoA HJ431 HJ350 HJ250 H08Mn2Si 1
2 对各种焊材入库前都要进行严格的质量检查并应符合以下要求:1
1 气割所用氧气纯度不低于99
5%;乙炔气纯度不低于96
5 ;二氧化碳气体保护焊所用二氧化碳气纯度不低于99
5%,且含水量应小于 0
05%,焊接重要结构时,其含水量应小于0
2 电焊条的偏心度、药皮强度、药皮耐潮度等应符合要求
3 二氧化碳气体保护焊丝表面应光滑平整、焊丝的镀铜层均匀牢固、焊丝的挺度应能使焊丝均匀连续送进
4 埋弧自动焊丝表面无锈蚀、无油垢
5 埋弧自动焊剂的颗粒度、含硫、磷量、含水量、以及机械夹杂物均应符合要求