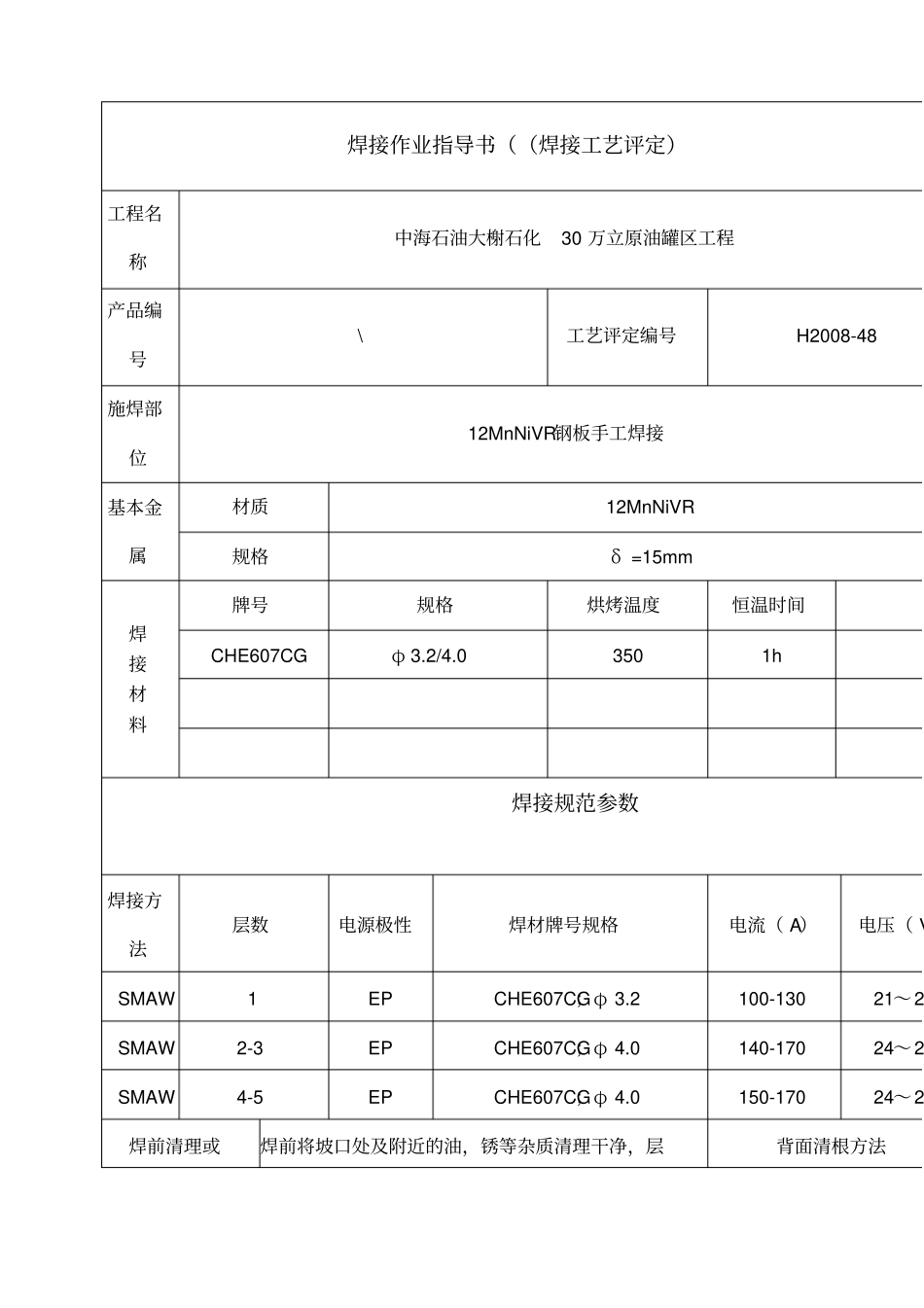
焊接作业指导书((焊接工艺评定)工程名称中海石油大榭石化30 万立原油罐区工程产品编号\ 工艺评定编号H2008-48 施焊部位12MnNiVR钢板手工焊接基本金属材质12MnNiVR 规格δ =15mm 焊接材料牌号规格烘烤温度恒温时间CHE607CG φ 3
0 350 1h 焊接规范参数焊接方法层数电源极性焊材牌号规格电流( A)电压( VSMAW 1 EP CHE607CG;φ 3
2 100-130 21~ 23SMAW 2-3 EP CHE607CG;φ 4
0 140-170 24~ 26SMAW 4-5 EP CHE607CG;φ 4
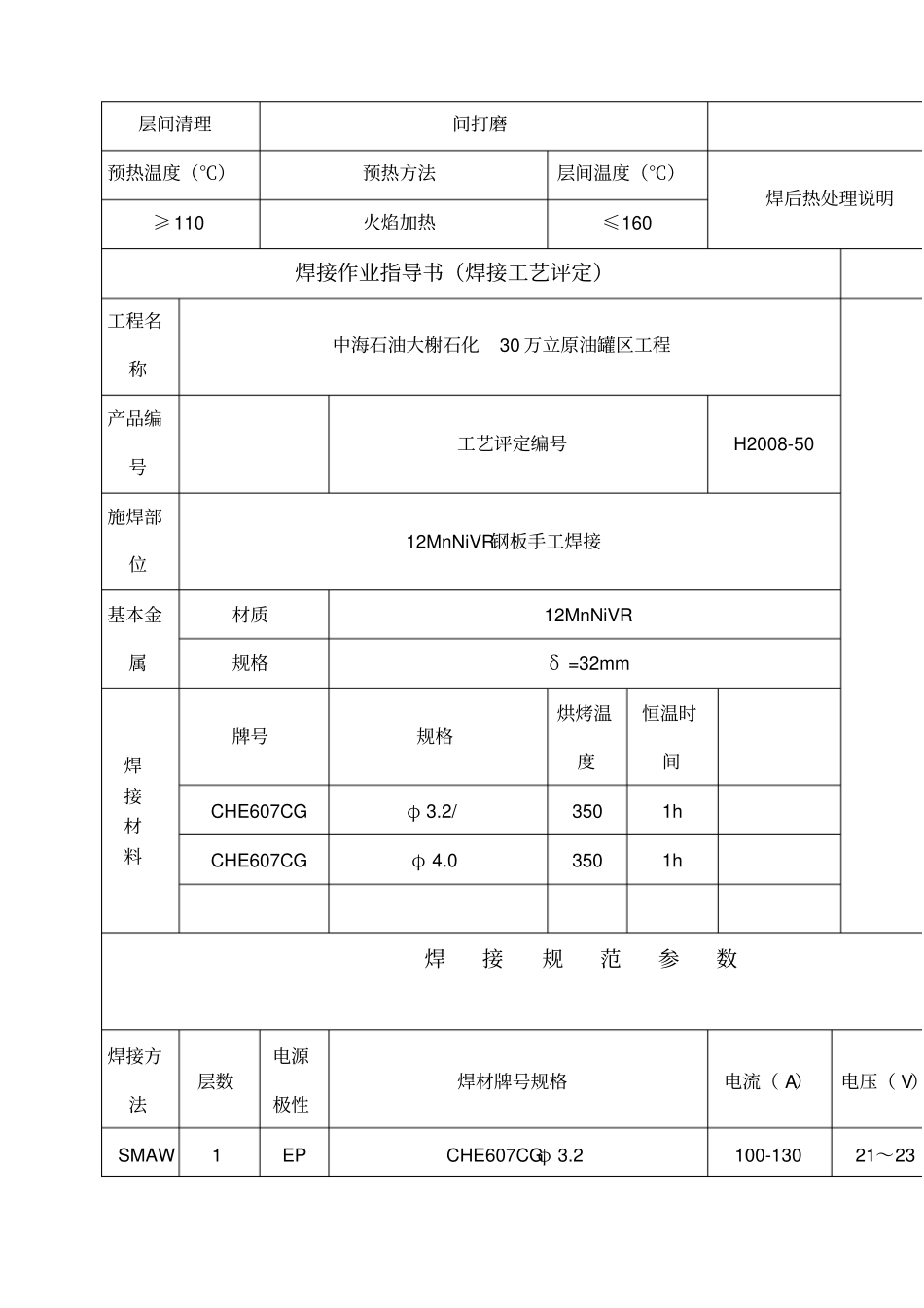
0 150-170 24~ 26焊前清理或焊前将坡口处及附近的油,锈等杂质清理干净,层背面清根方法层间清理间打磨预热温度(℃)预热方法层间温度(℃)焊后热处理说明≥ 110 火焰加热≤160 焊接作业指导书(焊接工艺评定)工程名称中海石油大榭石化30 万立原油罐区工程产品编号工艺评定编号H2008-50 施焊部位12MnNiVR钢板手工焊接基本金属材质12MnNiVR 规格δ =32mm 焊接材料牌号规格烘烤温度恒温时间CHE607CG φ 3
2/ 350 1h CHE607CG φ 4
0 350 1h 焊接规范参数焊接方法层数电源极性焊材牌号规格电流( A)电压( V)SMAW 1 EP CHE607CG φ 3
2 100-130 21~23 SMAW 2-5 EP CHE607CG φ 4
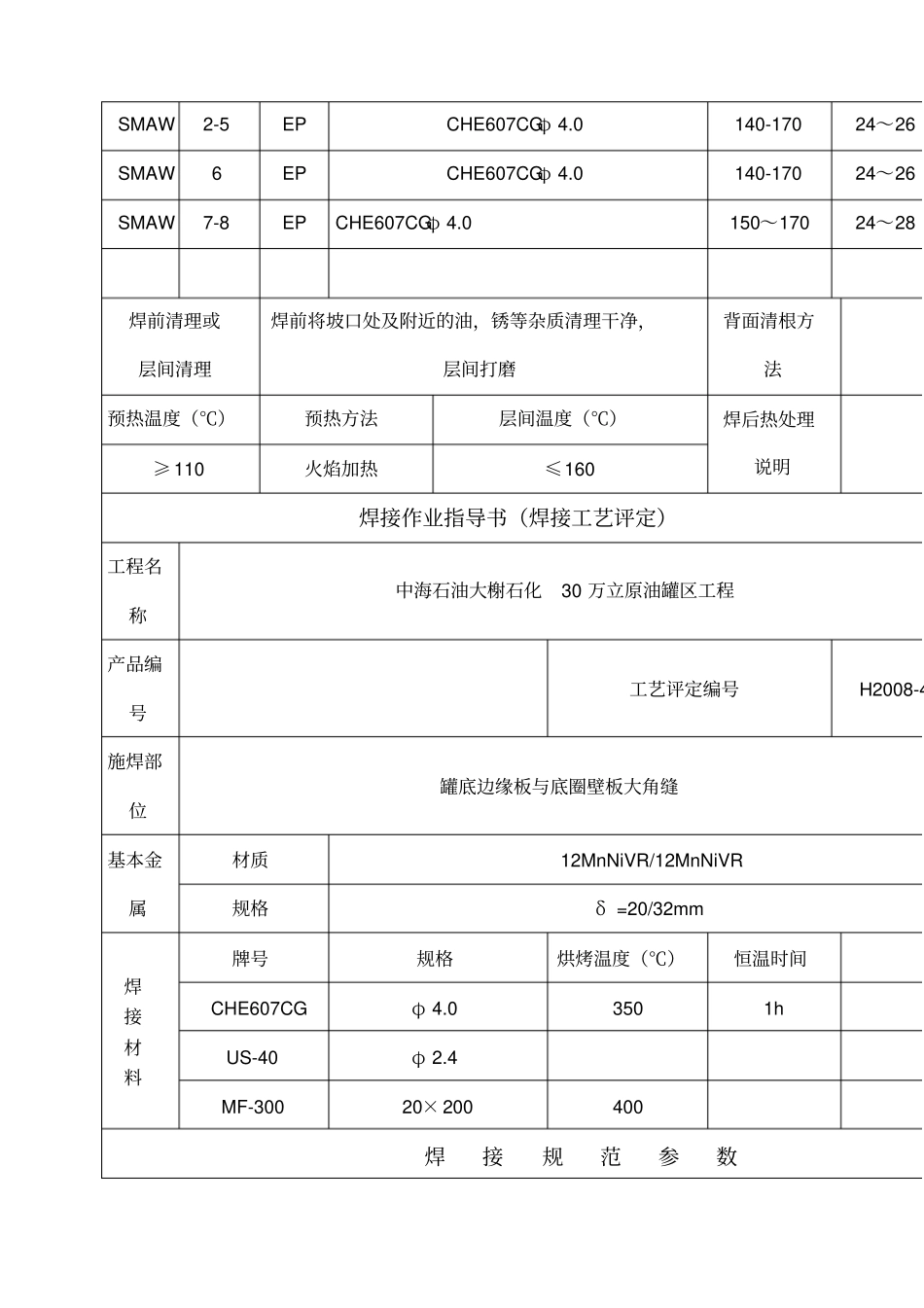
0 140-170 24~26 SMAW 6 EP CHE607CG φ 4
0 140-170 24~26 SMAW 7-8 EP CHE607CG φ 4
0 150~170 24~28 焊前清理或层间清理焊前将坡口处及附近的油,锈等杂质清理干净,层间打磨背面清根方法预热温度(℃)预热方法层间温度(℃)焊后热处理说明≥