1/22 第一章焊接接头及图样标注焊接连接形成的焊接接头是焊接结构的最基本要素
焊接接头的设计是在充分考虑结构特点、材料特性、接头工作条件的经济性等的前提下,在首先选定焊接方法之后,正确合理地布置焊缝,确定接头的类型;对于熔焊接头,还需正确地确定坡口形状和尺寸,校核接头的承载能力,最后参照有关国内、国际标准,把焊接接头在结构图样上清楚准确地表示出来
焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头
它是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构的薄弱环节,掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义
焊接接头的种类和形式很多,可以从不同的角度将它们加以分类
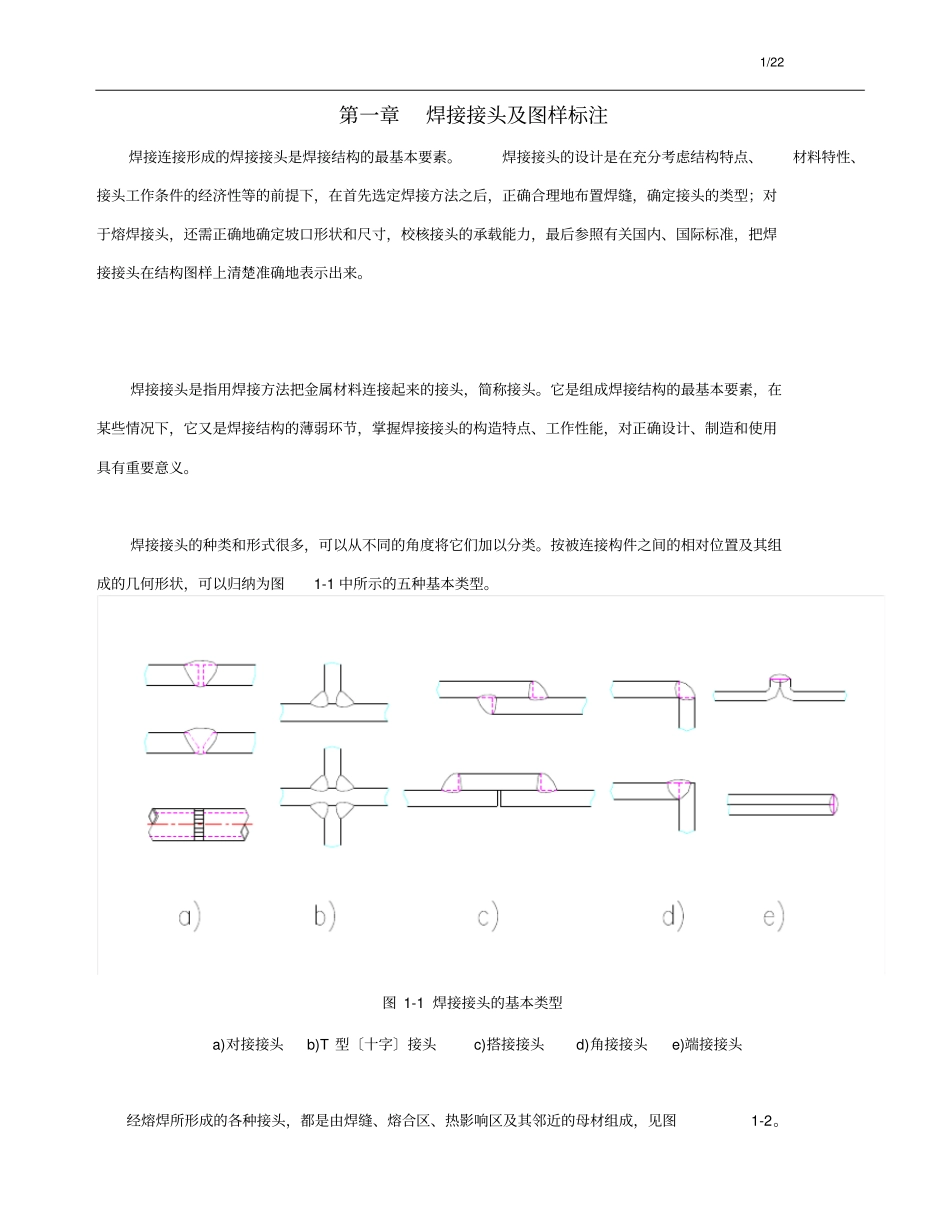
按被连接构件之间的相对位置及其组成的几何形状,可以归纳为图1-1 中所示的五种基本类型
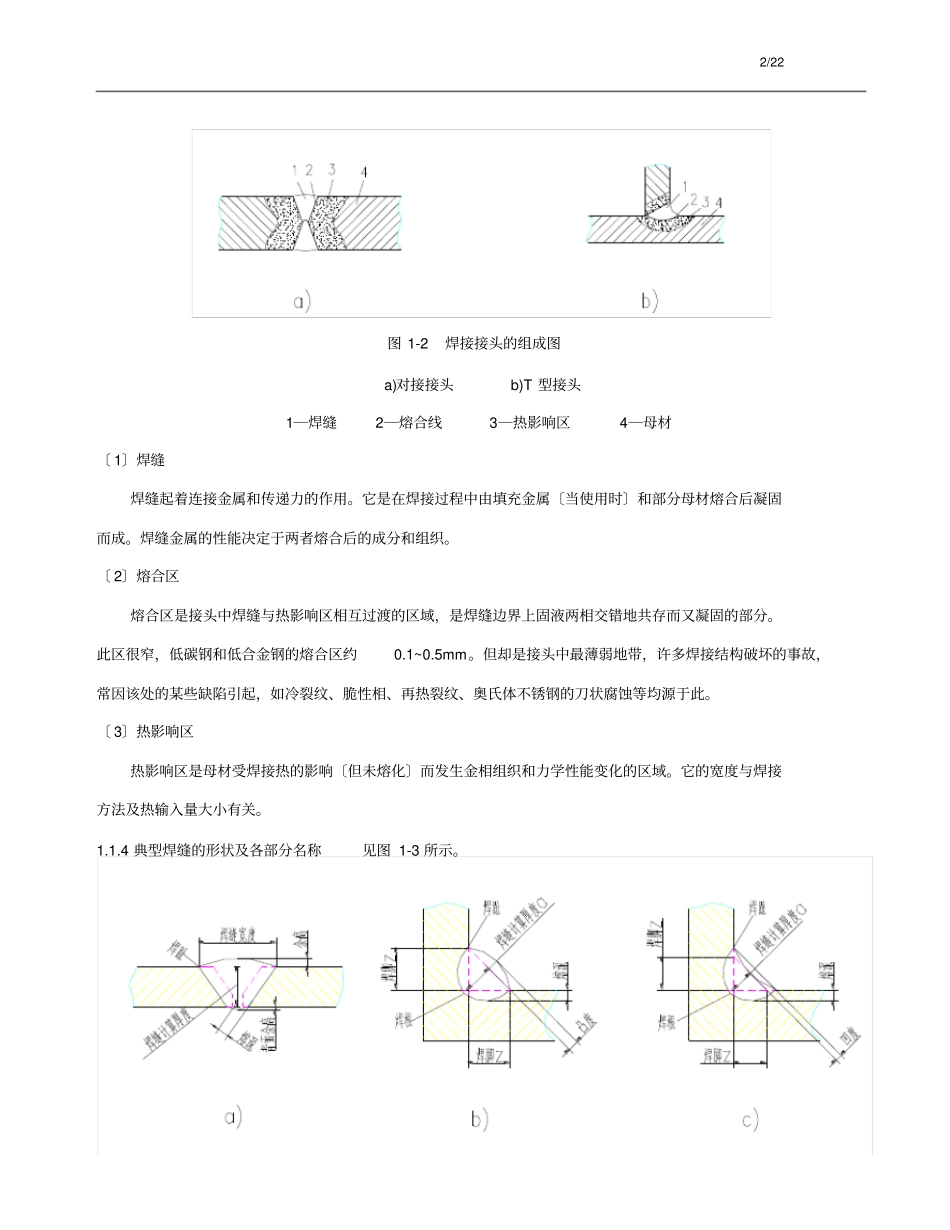
图 1-1 焊接接头的基本类型a)对接接头b)T 型〔十字〕接头c)搭接接头d)角接接头e)端接接头经熔焊所形成的各种接头,都是由焊缝、熔合区、热影响区及其邻近的母材组成,见图1-2
2/22 图 1-2 焊接接头的组成图a)对接接头b)T 型接头1─焊缝2─熔合线3─热影响区4─母材〔 1〕焊缝焊缝起着连接金属和传递力的作用
它是在焊接过程中由填充金属〔当使用时〕和部分母材熔合后凝固而成
焊缝金属的性能决定于两者熔合后的成分和组织
〔 2〕熔合区熔合区是接头中焊缝与热影响区相互过渡的区域,是焊缝边界上固液两相交错地共存而又凝固的部分
此区很窄,低碳钢和低合金钢的熔合区约0
但却是接头中最薄弱地带,许多焊接结构破坏的事故,常因该处的某些缺陷引起,如冷裂纹、脆性相、再热裂纹、奥氏体不锈钢的刀状腐蚀等均源于此
〔 3〕热影响区热影响区是母材受焊接热的影响〔但未熔化〕而发生金相组织和力学性能变化的区域
它的宽度与焊接方法及热输入量大小有关
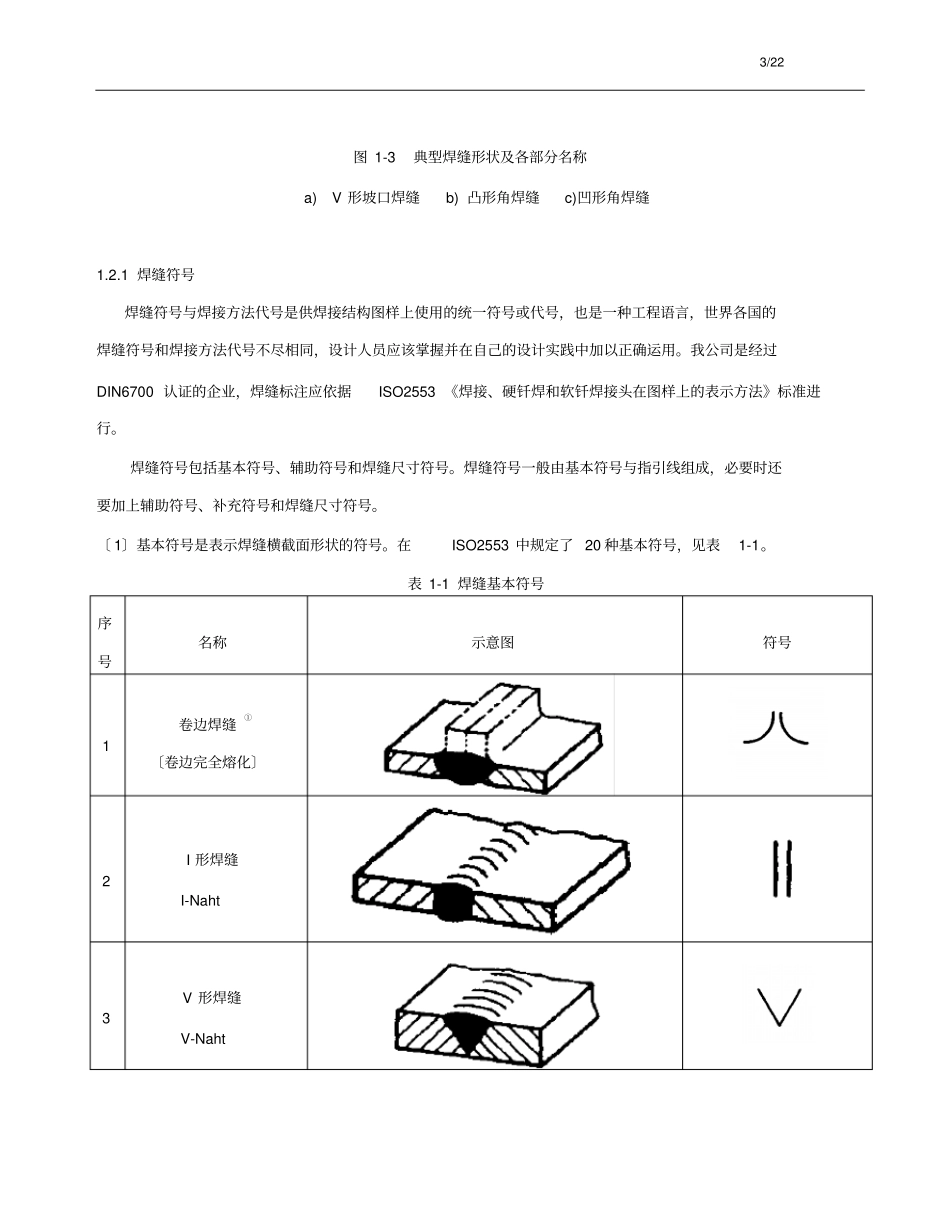
4 典型焊缝的形状及各部分名称见图