焊材库管理制度1 目的: 贯彻执行 GB/T19002质量标准,加强焊材管理
2 焊材库设置要求:2
1 焊材库应具备封闭、干燥、通风等条件,库房内应配备除湿机、加热器、排风扇、温湿度计、烘干箱和保温箱
2 焊材库配备的专职管理员,应具备一定的焊接专业知识,熟知各种焊接材料的性能、 用途和贮存方法, 掌握电焊条烘箱的使用和维护等技能
3 焊材入库3
1 焊材必须具备有效的质量证明书,否则不予验收
2 焊材入库前按检验计划的要求,采用随机抽样的方式进行外观检查,发现有下列条件之一的必须退货,并加以记录:(一)焊条药皮破裂脱落过长(>15-20cm) ;(二)焊条药皮上无牌号;(三)焊丝严重变质;(四)焊条或焊丝受潮严重
(五)与包装型号不符
3 填写物资到货记录和进货检验记录, 有复检要求的填写试验委托单 , 委托有关单位复检
4 入库焊材应分层摆放在距地面300mm以上的架位上, 与墙壁保持 300mm以上距离,以保证空气流通
5 入库焊材应按不同的型号、规格、批号分类摆放整齐,并按证明书内容进行标识
严禁将不同型号、规格、批号的焊材混放在一起
6 保管员应保持库房的环境卫生、保持干燥且通风良好,温度控制在 5℃以上 , 湿度保持在 60%以下,每天早晚如实填写 “温湿度记录”(见附件 1)
7 随时对焊材库进行盘点;经常检查库房内设备的使用情况,以保证其正常运行;随时检查焊条的贮存质量情况,以防变质
发现有受潮现象,如微潮的,应立即晒干,或在150℃左右(低氢型的用 300~500℃)烘烤 1~2 小时,并即时使用,不宜继续保管
8 负责各种资料的积累、整理和移交
4 焊条烘干4
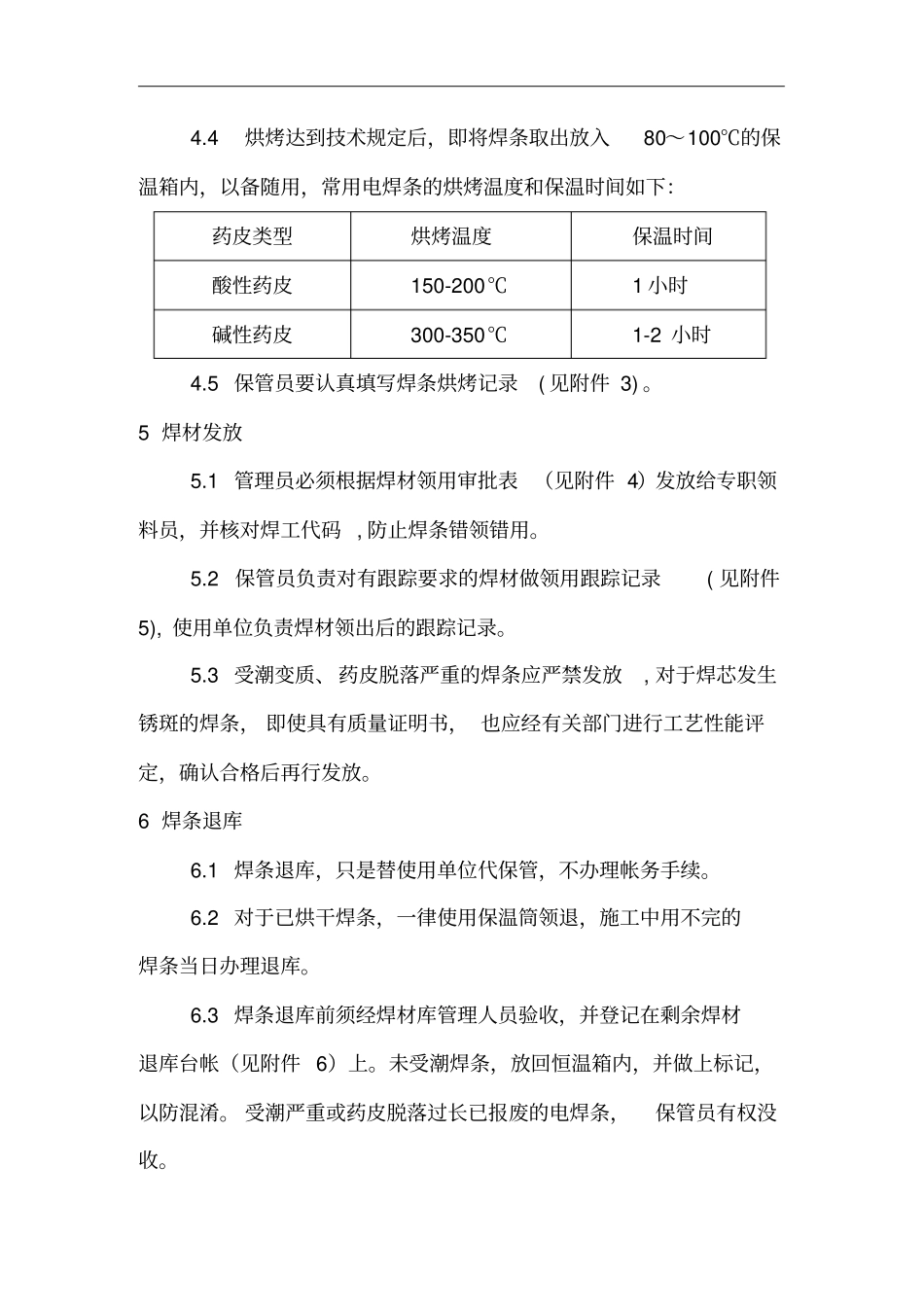
1 用于重要结构管道和容器的焊条必须烘干,使用单位提前两天向物资办事处提出烘烤计划(见附件2),并注明工程项目、使用部位及重要焊口编号,保管员依据计划安排烘干量