超声波探伤作业指导书1 适用范围本作业指导书母材厚度在6mm~200mm 的风力发电机组塔架全熔化焊对接焊接接头的超声检测
2 引用标准NB/T47013
3-2015 《承压设备无损检测 - 第 3 部分:超声检测》NB/T47013
3-2015 《承压设备无损检测 - 第 1 部分:通用要求》GB/T11259-2008 《超声波检测用钢制对比试块的制作与校验方法》JB/T9214-2010 《A型脉冲反射式超声探伤系统工作性能测试方法》JB/T10061-1999 《A型脉冲反射式超声探伤仪通用技术条件》JB/T10062-1999 《超声波探伤用探头性能测试方法》3 试验项目及质量要求3
1 试验项目 :风力发电机塔筒,塔架焊缝6mm-200mm 内部缺陷超声波探伤
2 质量要求3
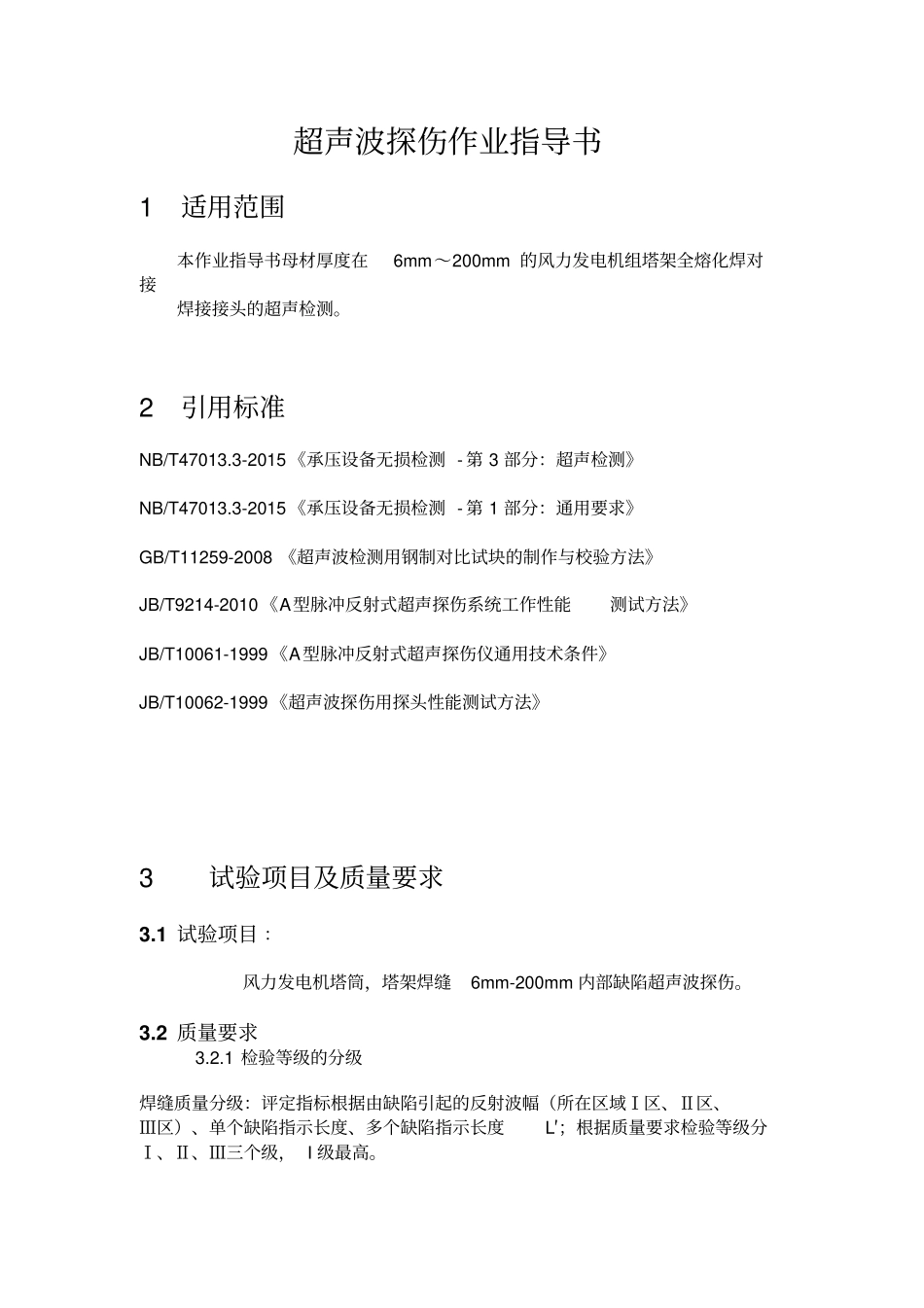
1 检验等级的分级焊缝质量分级:评定指标根据由缺陷引起的反射波幅(所在区域Ⅰ区、Ⅱ区、Ⅲ区)、单个缺陷指示长度、多个缺陷指示长度L′;根据质量要求检验等级分Ⅰ、Ⅱ、Ⅲ三个级, I 级最高
2 焊缝质量等级及缺陷分级如下表所示: 3
3 探伤比例探伤比例按 GB/T 19072-2003 技术规范要求执行 3
4 检验区域的选择 3
1 焊缝的超声波检测应在焊缝及探伤表面经外观检查合格后方可进 行,应划好检验区域,标出检验区段编号
2 检验区由焊接接头检测区宽度焊接接头检测区厚度表征
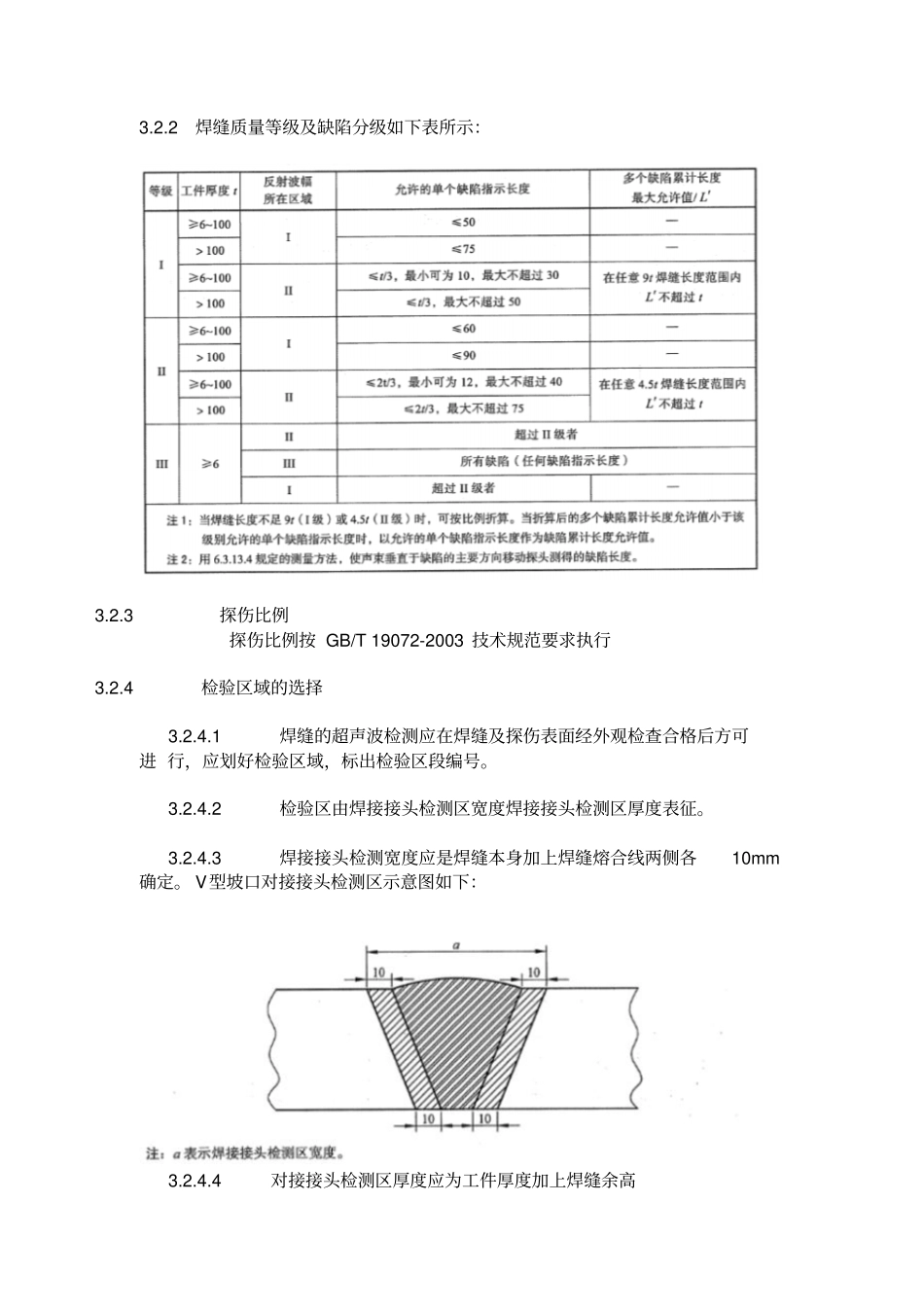
3 焊接接头检测宽度应是焊缝本身加上焊缝熔合线两侧各10mm 确定
V型坡口对接接头检测区示意图如下: 3
4 对接接头检测区厚度应为工件厚度加上焊缝余高 3
5超声波检测应覆盖整个检测区域
若增加检测探头的数量或者增加检测面 ( 侧) 还不能完全覆盖,应增加辅助检测,包括其他无损检测方法
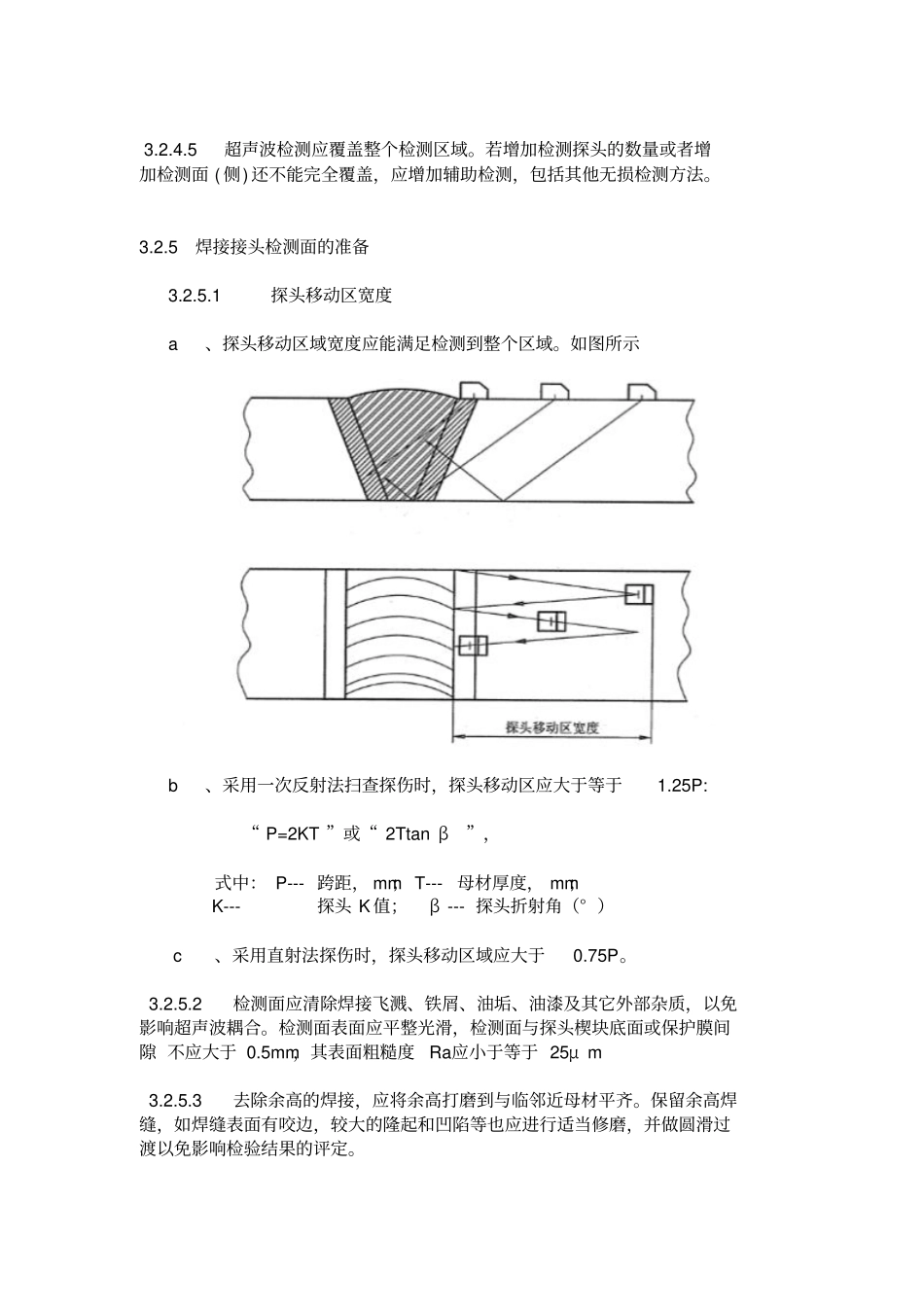
5 焊接接头检测面的准备 3