下载后可任意编辑调试车间工艺流程模板12024 年 4 月 19 日下载后可任意编辑调试车间初测岗位规程(1)设备: 活塞式压力计, 直流稳压电源, 五位半台式数字万用表
(2)工具:25W 电烙铁, 计算器, 十字螺丝刀, 一字螺丝刀, 钟表螺丝刀, 兆欧表, 尖头镊子, 剪刀, 斜口钳, 尖嘴钳, 直尺
(3)辅助材料: 酒精, 脱脂棉, 锰铜丝, 电位器, 直插电阻
(4)环境:室温: 20±5℃, 湿度: ≤80%, 大气压力: 86-106KPa
(5)人员卫生要求: 穿统一工作服, 工作鞋, 戴工作帽, 口罩, 工作证
注: 工作服, 工作鞋, 工作帽, 口罩一星期至少清洗一次, 确保洁净清洁
( 6) 测零位1 当生产人员拿到订单和产品时, 首先要核对产品的型号, 螺纹, 量程, 螺杆, 及软管长度, 电器连接, 是否与订单正确
同时螺杆尺寸是否标准, 膜片是否有凹凸不平, 划伤等现象, 如有, 返回上道工序, 假如产品合格, 则进行下道工序
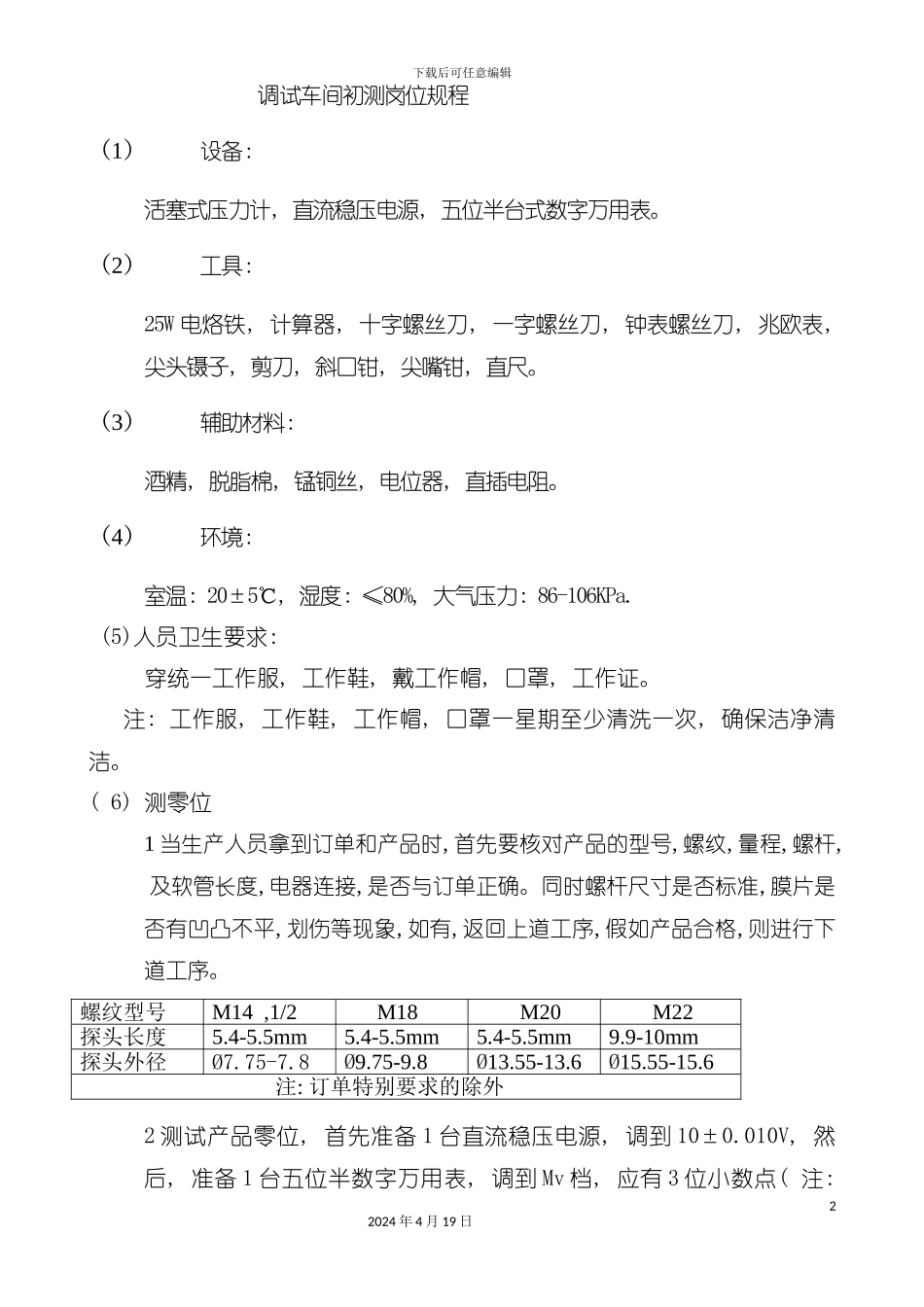
螺纹型号M14 ,1/2M18M20M22探头长度5
9-10mm探头外径Ø7
6注: 订单特别要求的除外2 测试产品零位, 首先准备 1 台直流稳压电源, 调到 10±0
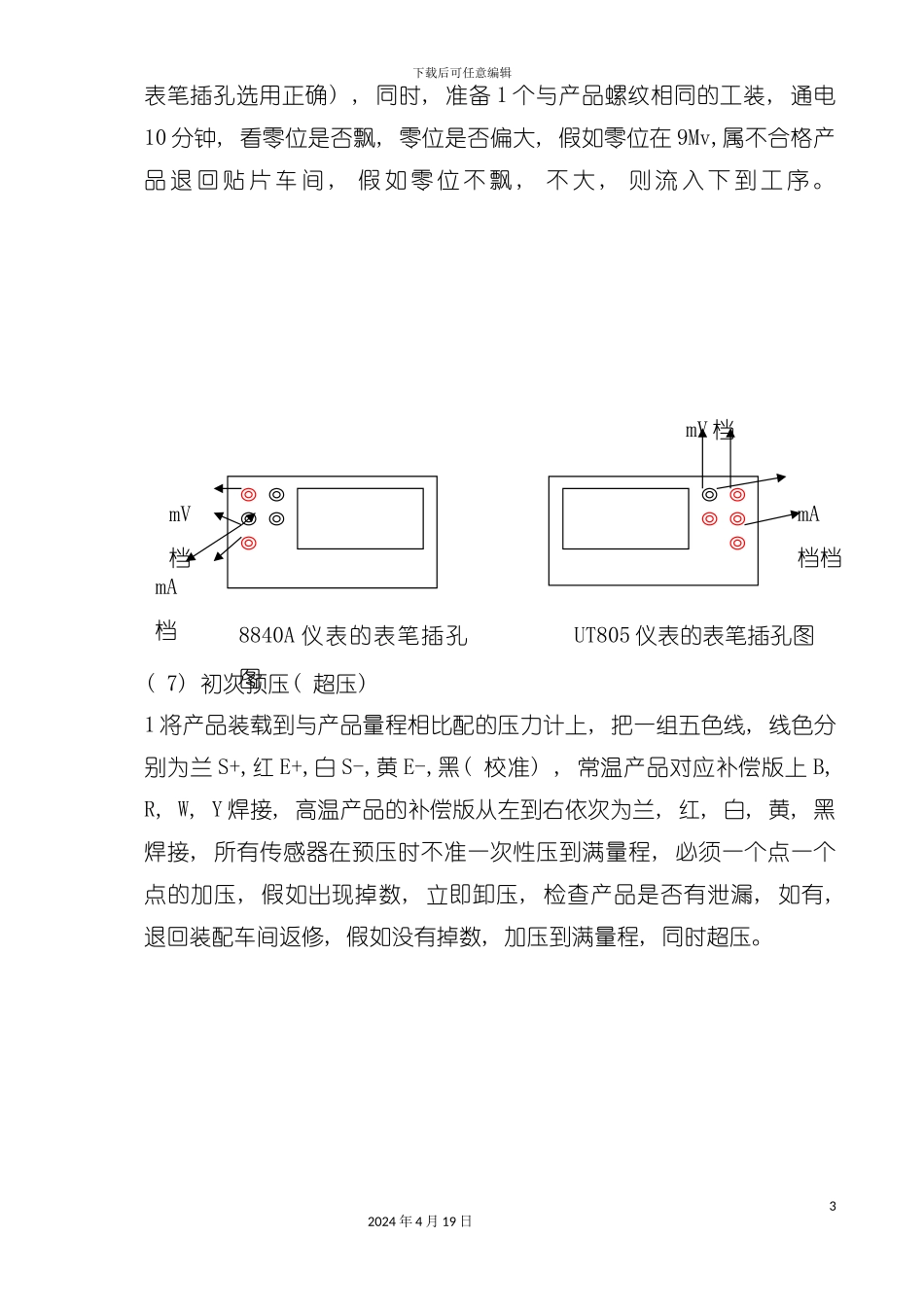
010V, 然后, 准备 1 台五位半数字万用表, 调到 Mv 档, 应有 3 位小数点( 注: 22024 年 4 月 19 日下载后可任意编辑表笔插孔选用正确) , 同时, 准备 1 个与产品螺纹相同的工装, 通电10 分钟, 看零位是否飘, 零位是否偏大, 假如零位在 9Mv,属不合格产品 退 回 贴 片 车 间 , 假 如 零 位 不 飘 , 不 大 , 则 流 入 下 到 工 序
( 7) 初次预压( 超压) 1